Wheek 17: Wildcard week.
This week I made a handle for a metal file with composite materials. This time I used epoxy resin, carbon fiber, carbon roving, glass fabric. This composite material has some extraordinary properties: an incredible strength and resistance to compression, contraction and flexion.
The mold was made using a 5 axis cnc machine from my workplace. I used duralumin for a the matrix. The software used was Camworks and Edge Cam to generate G code.
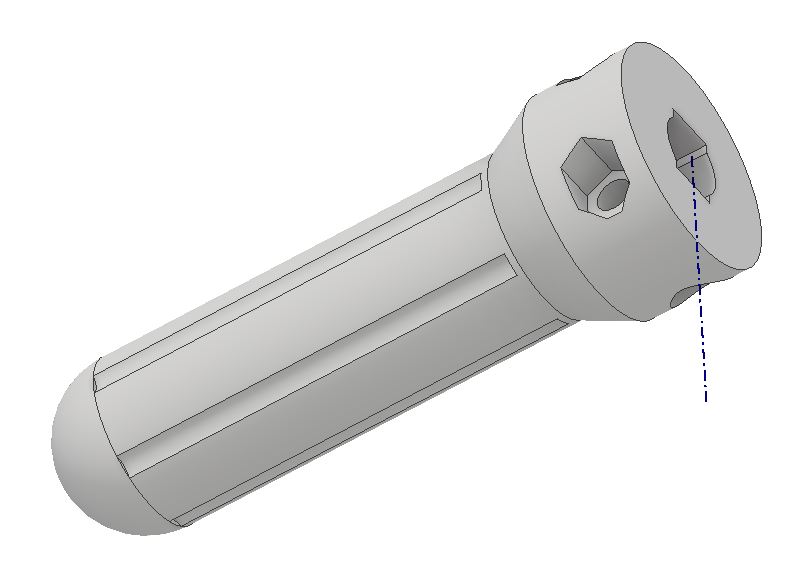
Fig 1. This original model was made on Inventor.

Fig 2. After modeling on inventor, I made the mold with the CNC machine.
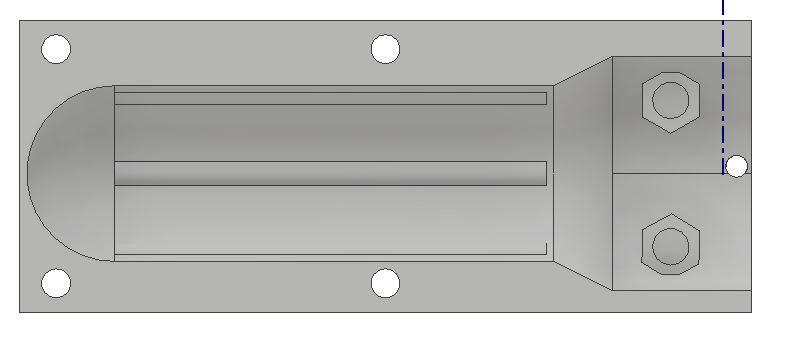
Fig 3. Mold with CNC machine top view.
Fig 4. Locks for the file.
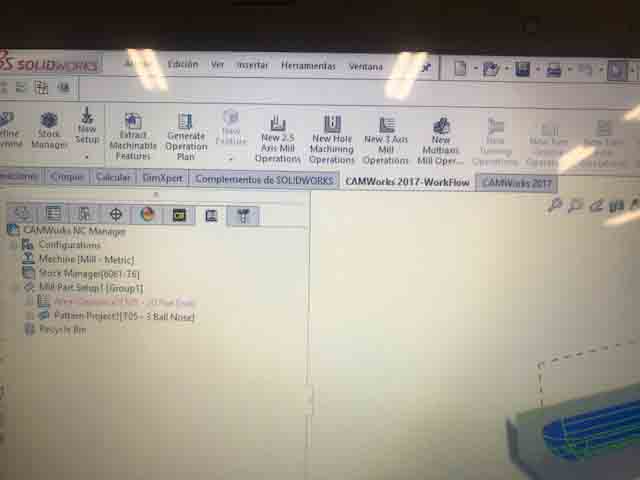
Fig 5. Software Camworks for generating the G code.
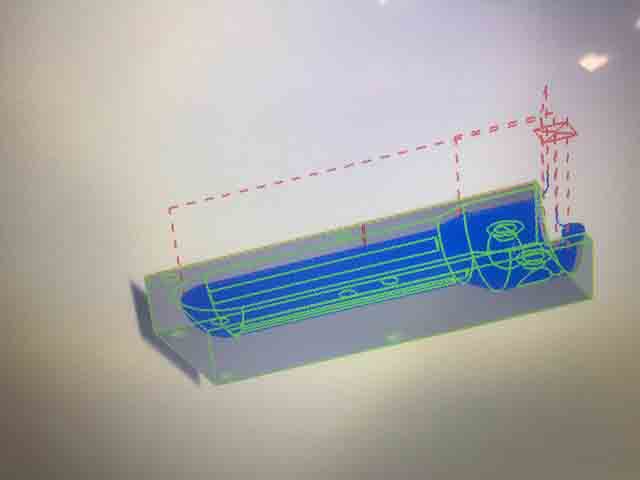
Fig 6. Show the toolpath simulation on Edgecam.
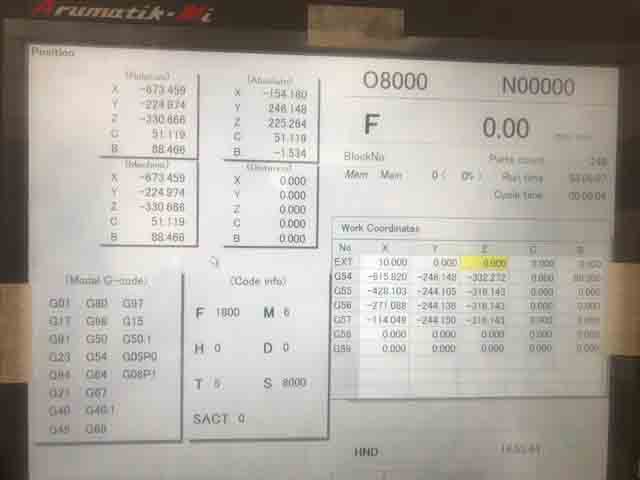
Fig 7. G code worked on Kitamura CNC. The software used was Arumatik Control.
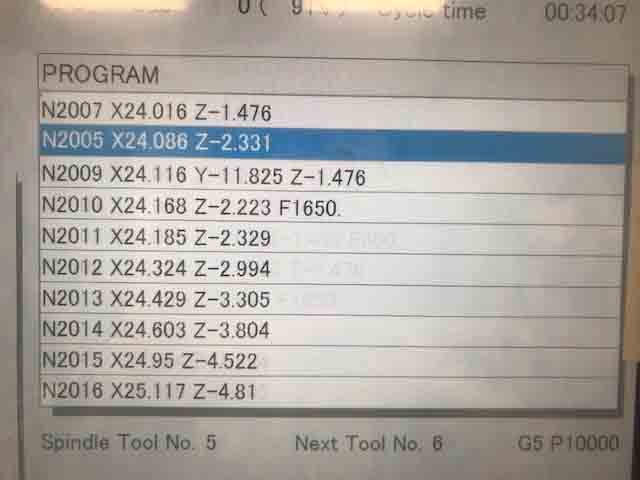
Fig 8. G code running on the CNC machine.
Fig 9. I put the aluminum on vise machine.

Fig 10. The stock on the CNC Machine.

Fig 11. The machining of the mold.

Fig 12. Roughing tickness 1 mm at 3000 RPM.

Fig 13. Finishing tickness 0.2 mm at 5000 RPM.

Fig 14. The right side of the mould was machined successfully.

Fig 15. Shoe polish is the best way avoid coposite materials to stick on the mold. It works as an excellent demoldant.

Fig 16. I put 4 layers of polish, with intervals of 15 min each time.

Fig 17. It should have a shiny finish.
The composite materials are three. The first layer is made from Glass fabric at 49 g/m2, the second layer is made out of carbon Roving and the end carbon fabric at 160 g/m2. In this case to have an optimal composite material it has to cure at room temperature.
The documentation can be found here:
https://www.mtec-akademie.de/seminare/leichtbau-composites-carbon.html

Fig 18. The glass fabric at 49 g/m2.

Fig 19. When I cut the glass fabric y put tape to prevent the unravel of the fibers.

Fig 20. This is the best way to cut glass fabric.

Fig 21. The glass fabric unraveled is difficult to work.
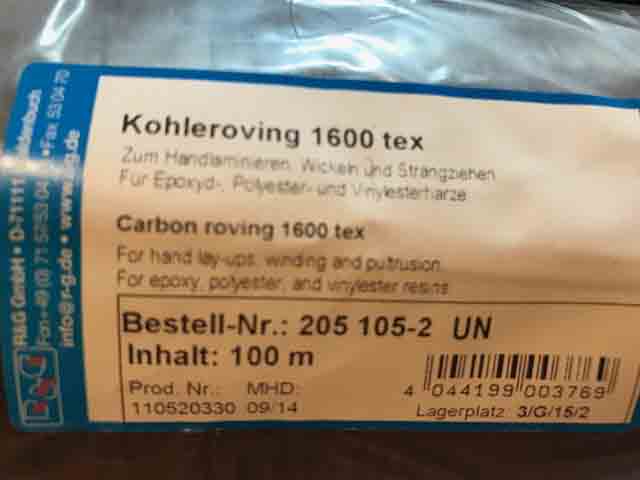
Fig 22. Carbon roving to increase the strength of the material.

Fig 23. The carbon roving at 1600 tex;1 tex = 1 g/1000 m.

Fig 24. The carbon fabric at 160g/m2.
Fig 25. The carbon fabric.

Fig 26. The brand resin.
Fig 27. This table shows the curing time, about 5 hours at room temperature on product 2100s.
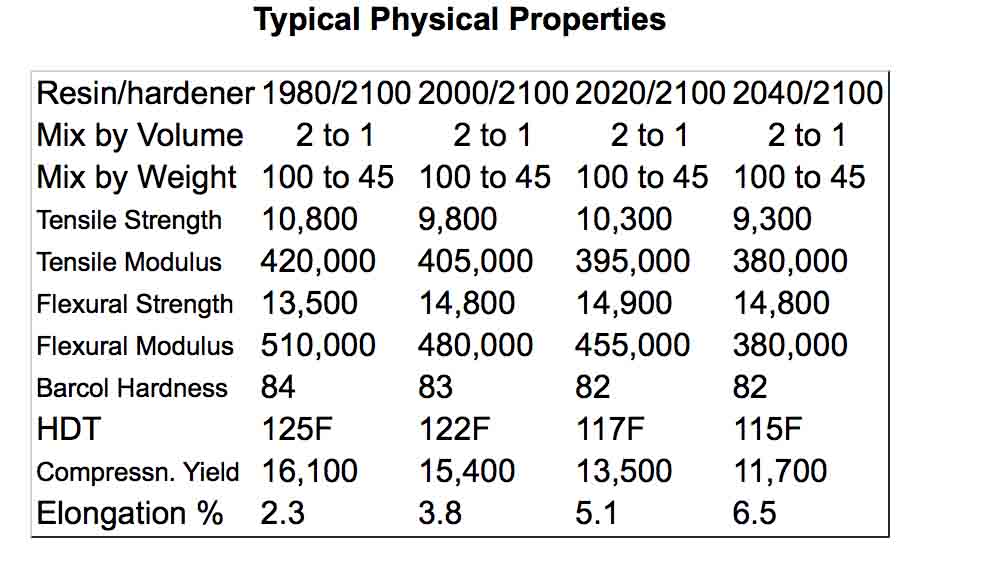
Fig 28. This table shows the physical properties of the resin, in my case resin 1800 and hardener 2100s.
Fig 29. Slow hardener 2100s for epoxy.

Fig 30. A scale is needed to have the correct proportions of the resin.

Fig 31. The final process: polish the mold.

Fig 32. Resin and catalytic should be mixed with a proportion of 2 to 1.

Fig 33. 10 gr of resin and 5 gr of catalytic.
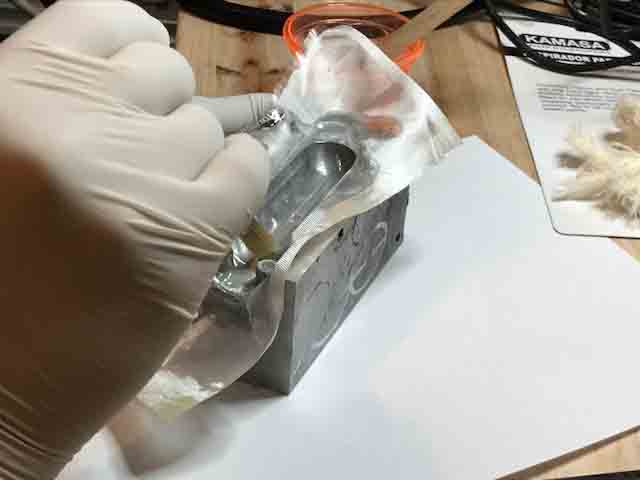
Fig 34. The first layer is from glass fabric. use a brush to spread uniformly the resin on the mold.

Fig 35. Continue putting the Carbon roving and once again, use a brush to spread uniformly the resin on the mold.

Fig 36. Then I put carbon fabric and spread uniformly the resin on the mold using a brush.

Fig 37. Adapt the Carbon roving on the mold.

Fig 38 . Wait about 5 hour to finish the curing of the resin.

Fig 39. Pull out the mold from the material composite.

Fig 40. Cut the borders with scissor.

Fig 41. Two side of handle for a metal file.

Fig 42. Locks for file tool.

Fig 43. Locks for file tool inside the composite handle.

Fig 44. The file inserts to the locks.

Fig 45. Mix of expoxy, 40 grams to resin, 20 grams to hardened.

Fig 45. Wait about 5 hour to cure the resin to join the file.

Fig 46. After Wait about 5 hour to cure the resin to join the file.
Videos
Video on Camworks, show the operation ended.
Right mouse button to play video
Video the Kitamura CNC made right side.
Right mouse button to play video
Soul Inside handle on inventor
Handle on inventor
Mold righ on inventor
Mold left on inventor
Soul Inside handle stl