10. Molding and casting¶
This week I reviewed the safety data sheets for each of your molding and casting materials, then make and compare test casts with each of them and designed a 3D mold around the stock and tooling that you’ll be using, mill it, and use it to cast parts. I decided to design and manufacture my own shoe soles, and if there is enough time 3D knit the rest and build an entire shoe.
I have always loved shoes, sneakers in specific. In fact, I used to collect shoes, no matter the size or function, any sneaker I was drawn to I added to my collection. In addition to collecting shoes I also always add my own touch to them, usually by drawing with sharpies. A dream of mine is to be a shoe designer. I thought that this weeks assignment would be the perfect place to start.
Below is one of my favorite sneaker designs
Brinco
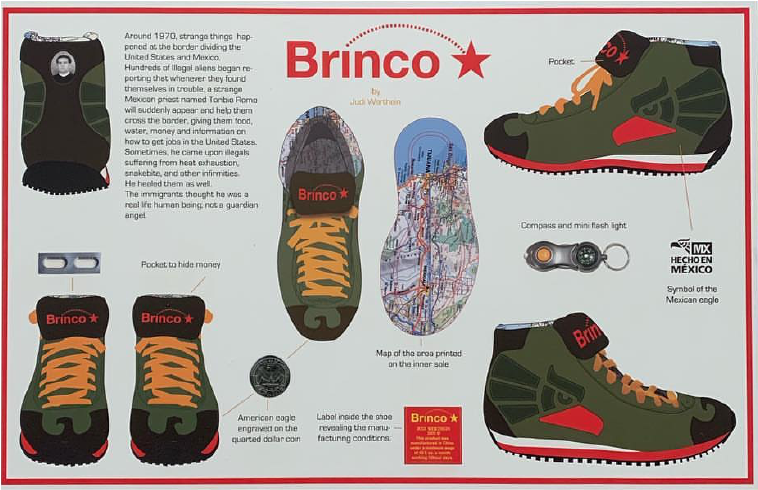
Only 1000 of these shoes were made, these limited edition sneakers are more about art than footwear. Judi Werthein, Brincos were created for migrant workers crossing the U.S./Mexico border. Each pair comes with a flashlight and compass attached to the shoelaces, a small pocket in the tongue for money or pain relievers, and a map of the border printed on the removable insole. With a Mexican-flag colorway, the pattern on the heel represents the Mexican eagle and the design on the toe hails from the American eagle found on quarter dollars. A small portrait of the Vatican-approved patron saint of migrants, St. Toribio Romo Gonzalez, adorns the back ankle. At the time Brincos could be purchased from Printed Matter for $215, Werthein distributed them for free at border crossings. PRETTY COOL!
FabSole¶
Research¶
Shoe Outsole Tooling¶
Outsole Types¶
- Outsole or sole unit: The bottom component of a shoe that provides grip and traction. The outsole is commonly rubber, but can be high density PU or EVA foam. Dress shoes may have leather bottoms.
Air Bag Midsole¶
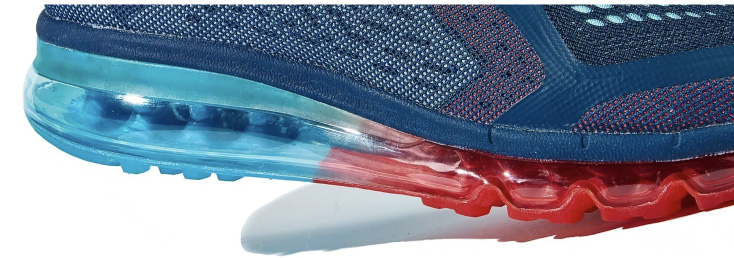
The air bag midsole is made by the blow molding process. The midsole starts out as hot semi-liquid plastic extrusion tube (called a parison). A steel mold clamps around the tube and the air is injected inside to fill the bag and inflates the shape to fill the mold. The tooling and machines are very expensive. The plastic can be tinted and the bag top and bottom surfaces can be painted. In this case the air bag is attached to an EVA tray that is then bonded to the shoe outsole by cold cement process. The type of sole unit is great for running and cross training. The air bag does look cool but due to the blow molding process the plastic walls of the bag can be a little thick. This sole unit requires an EVA Compression mold, Rubber compression mold and blow molds.
Midsole - The component of a shoe between the upper and outsole used to provide cushioning, fit, comfort and support. Will be made of EVA or PU foam. - EVA or CM EVA foam - Compression Molded EVA or Ethylene vinyl acetate. A foamed midsole material that offers good cushioning and compression set. Nike™ likes to call theirs “Pylon™” but it is the same stuff whatever you call it. The most common foam for shoe midsoles. Easy form for by cutting, molding, injecting. It’s light and durable. EVA can be made in many grades depending on the compound. More or less filler, more or less vinyl acetate in the mix. EVA can be made pillow soft or rock hard. - PU Foam: Common padding inside shoe tongues and collars. Open cells allow air and water to enter. Can be very soft. Know and KFF or K360 foam PU leather Polyurethane plastic coating on top of a synthetic backing. This is a very common material for any modern performance athletic shoe.
Compression Molded EVA or CMEVA¶

The standard two part sole is made with light weight CM EVA midsole, bonded to a rubber outsole. The EVA foam is expanded into blocks then cut down to fit into a mold. The mold is heated causing the EVA to re-expand and fill the compression mold. The density and durometer is set by how much foam is compressed into the mold and the formula of the foam. More foam is harder and gives the sole design more definition. Midsole is bonded to the rubber in the stock fitting room before the unit meets the upper in assembly. This sole unit requires an EVA compression mold and a rubber compression mold.
- EVA Foam:
-
Ethylene vinyl acetate is the copolymer of ethylene and vinyl acetate. The weight percent vinyl acetate usually varies from 10 to 40%, with the remainder being ethylene. The most common foam used for shoe cushioning. EVA can be hot pressed or cold pressed, can be made in any color, in a range of hardnesses. This material can also be made by injection. EVA is the most common midsole padding but is also used in shoe uppers. Does eva foam have a compression set? Yes! Low quality or very soft EVA will have a high compression set. Higher quality EVA will resist compression set.
-
Durometer
- Durometer is the hardness of a material. You will need to specify the durometer of all the shoes rubber, foam and plastic parts. You will need a 2 different durometer testers. Asker “C” is the EVA standard. 25 “C” is very soft, 55 “C” is a standard midsole 85 “C” like wood. For rubber plastic you will need a Shore “A” tester. For a rubber outsole Shore “A” 55 is good for rubber. Above 60 your rubber will be stiff, heavy and slippery. See shoe Tools
Injected Midsole¶

Many firms have been experimenting with foamless injection molded midsoles. The shoe has a stiff moderating plate under the heel to keep the shoe stable. The Midsole structure is likely made of Nylon or TPU plastic. The rubber tread is attached by stock fitting. This sole unit requires an EVA Compression mold for the midsole hidden inside, Rubber compression mold for the tread and Injection molds for the midsole component.
- Tread or Shoe Tread
- The part of the shoe that contacts the ground. Most commonly the shoe tread is rubber.
Injection EVA Midsole¶

This running shoe uses an injection molded EVA midsole with rubber inserts. The Injected midsole has a thicker, smoother skin than compression molded EVA midsole. The Injected EVA midsole has a more uniform density and better detail definition than the compression molded EVA. This unit is very light, very flexible but will wear quickly. The Injection molded tooling has a high production rate but the molds are over $3,000 per sizes and requires an expensive machine. The compression EVA tooling is half the price and can be made in the most basic pressing room. This sole unit requires an EVA injection mold and rubber compression mold.
The EVA Wedge¶

This classic Die Cut EVA wedge midsole is bonded to a compression molded rubber bottom. The top wedge shape of the EVA is cut by pressing the EVA with a profile roller while a blade splits off the bottom layers. The white layer is buffed and bonded to the rubber bottom. All three parts are them buffed to create the angled side wall. Labor intensive but required very little tooling. In fact one bottom tool can be trimmed to make 4 to 6 sizes. This New Balance shoe requires a rubber compression tool.
Poured PU Midsole¶
The shoe is made by PU foam direct attach. In this process the Upper is clamped into the top of a mold. The mold is filled in two shots, first the sole is molded, once the bottom cools in a few minutes a second shot of light weight PU will fill the space between the Upper and bottom. The PU fuses directly to the upper. This sole requires a 2 part PU rubber injection mold AND a million dollar machine.
- PU Foam
- Common padding inside shoe tongues and collars. Open cells allow air and water to enter. Can be very soft. Know and KFF or K360 foam PU leather Polyurethane plastic coating on top of a synthetic backing. This is a very common material for any modern performance athletic shoe.
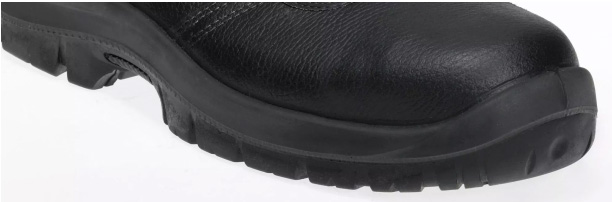
Classic Rubber Cupsole¶

This classic cup shoe with a one piece rubber cupsole. The white side wall and black rubber are molded together in one operation. The mold has a middle plate allowing the to parts to be formed separately, before the rubber is fully cured the middle plate is removed the rubber colors can fuse together without a messy seam. The side logo is painted after molding. Inside you will find a die-cut piece of EVA foam. The stitch groove is an under cut in the mold but the stretchable rubber is easily removed after molding. The channel stitching is done after assembly. This requires only a rubber compression mold.
-
The cup sole mold can be made with no foam filler inside. The cheapest shoes may have rubber egg crate filler.
-
Egg Crate Rubber Midsole The Egg crate pattern of square or diamond shape walls may fill the heel of a solid rubber boot sole. They save weight but allow for sturdy sole unit. Egg crate may also be used to replace foam inside the midsole of an inexpensive shoe. Egg crate may also be used to level the inside surface of a rubber outsole to allow sheet cut midsole to fit properly.

PU Poured Air¶

This classic air bag shoe midsole is made by over molding PU but in this case the air bag is clipped in heel and exposed. The window is where the clamps hold the bag in place and they stop the PU from covering the bag. The rubber sole is made by compression, the top of the black part is molds parting line. The Yellow part with specs is the same PU part holding the air bag but this area is masked off and painted. After the PU parts are cleaned and painted , they are bonded to the rubber parts by the stock fitting line. The toe channel stitching is done after assembly. This outsole requires a rubber compression tool, Air bag mold and PU midsole mold.
- Parting line or outsole parting-plane The line in an outsole mold is made by the closing edges of the tooling. The tooling is split at the parting line. A mold may have one or 2 parting planes. Extra rubber may spread out of the parting line, this will be need to be trimmed off. A narrow tight parting line or parting plane is a sign of quality tooling.
Cup & Cut & Buff sole¶
This indoor soccer shoe is a combination cupsole and cut and buff.The rubber is pressed then the EVA wedge is cement in place.The EVA is then buffed down to match the rubber side wall.This construction is more flexible and lighter than a standard rubber cupsole. This outsole requires a rubber compression mold.
- Shoe Cement or Contact Cement: Shoe cement is usually solvent or water based PU contact cement. Each part is coated with the cement and allowed to dry. The surfaces are then pressed together. Pressing is critical for a good bond. The PU cement cures in minutes, but a full cure may take days. Can also be called glue or adhesive.
Classic Vulcanized Outsole¶

This outsole is standard vulcanized shoe construction. This is how Vans makes it’s shoes, and how the Converse All Star is made. The sole bottom is bonded to the upper, then striped rubber foxing tape wraps them both. After this assembly operation is done the entire shoe is cooked to cure the rubber making the bonds permanent. See Vulcanized VS Cold Cement This outsole requires a rubber compression mold for the bottom and a specialized vulcanize production factory.
Injection Molded Outsole¶

This soccer cleat outsole is made by injection molding process. Cleated shoes for soccer, football and baseball require stiff supportive bottoms with heavy cleats. Cleated shoes are made by the cold cement process. The Sole unit may be sewn to the upper after the cementing operation. This outsole requires a plastic injection mold.Complicated designs with several colors require an expensive mold, Simple designs require a less expensive tooling. Cleats with metal spikes or inserts require over molding processes. This type injection tooling requires a specialized injection molding factory.
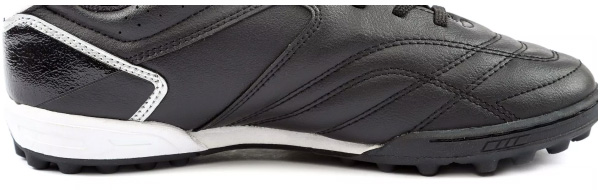
Design¶
Inspired by Vibram, my favorite rubber sole makers, that are actually based in Massachusetts. My design features a “lip” running around the top of the sole. Similar to the vulcanized sole that Converse and Vans have where the sole bottom is bonded to the upper, then striped rubber foxing tape wraps them both but closer to cup shoe sole with a one piece rubber cupsole. The white side wall and black rubber are molded together in one operation. Similar to the cup-sole, I built the sole bottom and upper into one, making the fabrication into fewer steps.
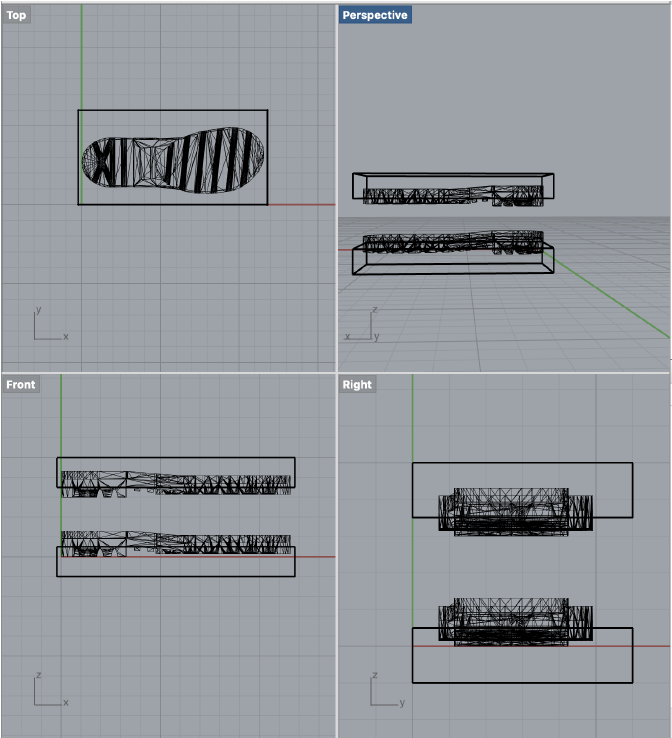
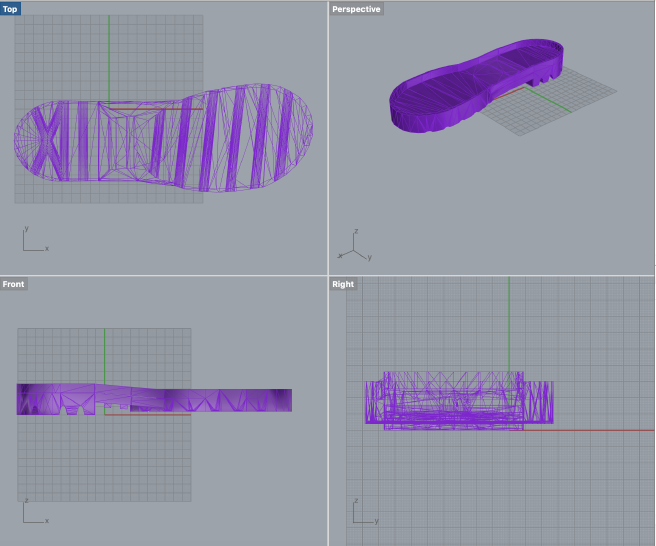
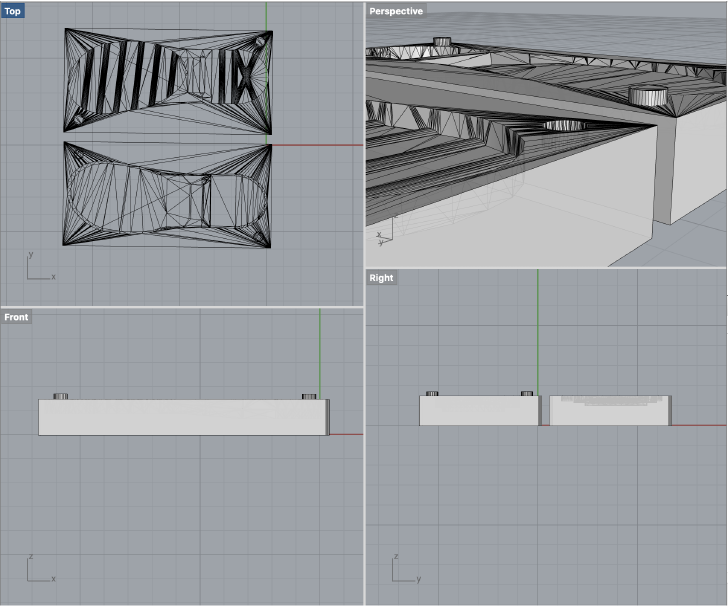
It was important to make sure the tool size I will use can fit into the groves of the sole bottom design. is Once the solid form (sole) was ready I created two rectangles scaled to the length and height of the machinable wax blocks I chose to use. I then extruded then to match the height of the block. I then made a duplicate of the sole and placed the top half submerged in a block and the bottom in another. I lined them up to make sure that they were evenly split.
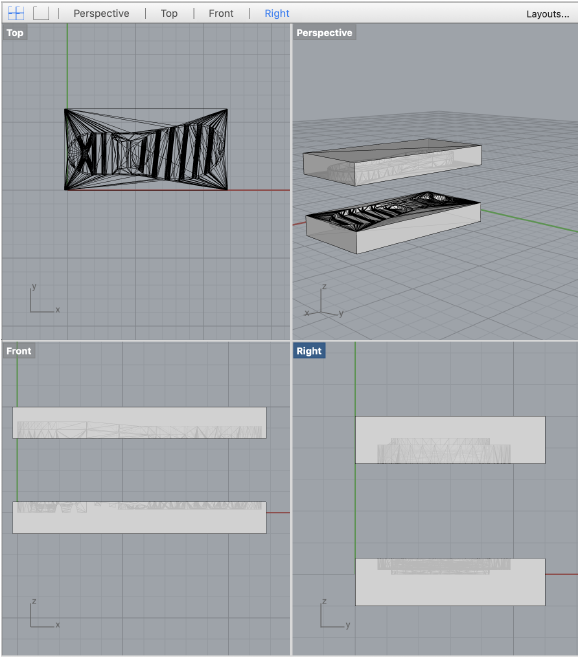
Next I used the boolean difference command to produce a negative of the sole in both blocks and added guides to either side for easy line-up when casting.
Mold¶

Machined very nicely!
VCarve¶
Open VCarve -> Create new file
Job Setup¶
See week 8 for detailed VCarve Workflow¶
Something different to note is when you import your file into the program you need to make sure you follow this path: File -> import-> import component or 3D model
Toolpaths¶
Material setup It is very important that you set your z axis correctly. My materials z height is 1.5in so I set the clearance to 0.5in, plunge z tp 0.25in, z start position 0.5in
Toolpath 1¶
3D Roughing
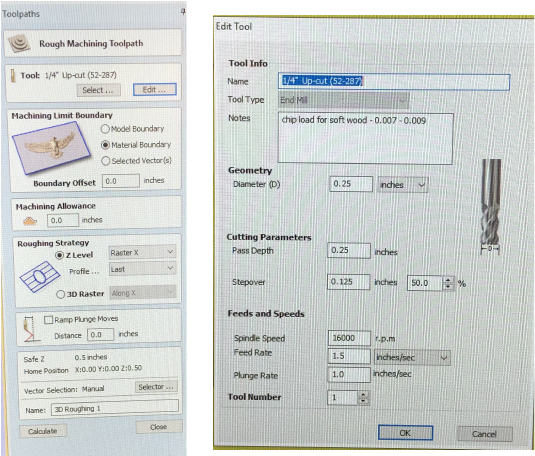
Select Tool¶
- 1/4” Up-cut (52-287)
- tool type: endmill
- diameter: 0.25in
- pass depth: 0.25in
- stepover: 0.125 in @ 50%
- Spindle speed: 16000 rpm
- Feedrate: 1.5in/sec
- Plunge Rate: 1.0 in/sec
Toolpath 2¶
3D Finishing
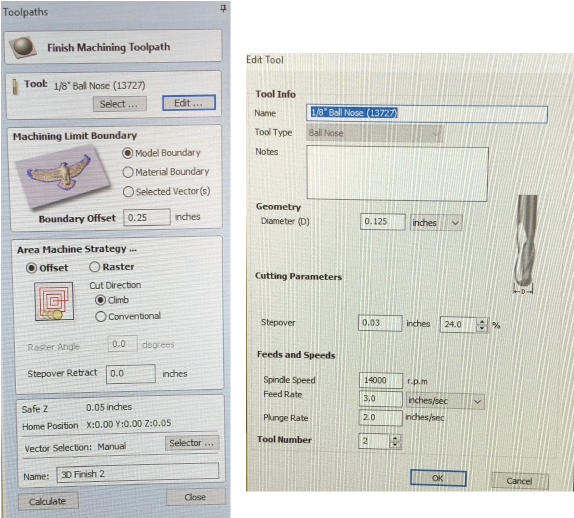
Select Tool¶
- 1/8” Ball Nose (13727)
- tool type: endmill
- diameter: 0.125in
- pass depth: 0.25in
- stepover: 0.05 in @ 24%
- Spindle speed: 14000 rpm
- Feedrate: 3.0 in/sec
- Plunge Rate: 2.0 in/sec
Preview Toolpaths¶
The preview toolpaths application is very useful for seeing how the CNC milling machine will perform your toolpaths. I ended up using this when adjusting the step-over. As the steop-over decreased the quality of cutting precision increased.
Cast¶
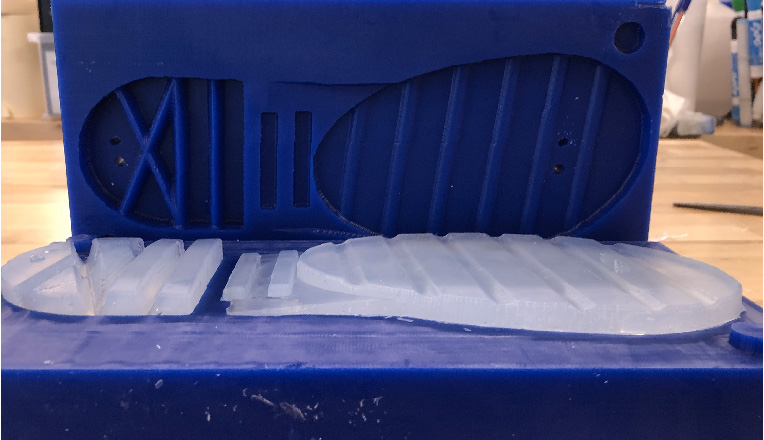
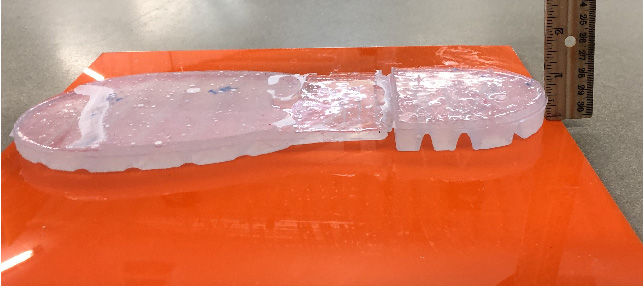


SORTA-Clear™ Series rubbers are premium water white translucent silicone rubbers (platinum catalyst) which cure at room temperature with negligible shrinkage. Sorta Clear 37 has Shore 37A hardness and features high tensile and tear strength. This product also offers the convenience of a 1A:1B by volume mix ratio.
After some research I discovered that the proper shore hardness for shoe soles is around 80-90.
SORTA-Clear™ 37 is also skin safe and certified by an independent laboratory.
Process¶
After reviewing the Safety Data Sheet and the Technical Overview, I began by preparing my work station with plastic covering and put on safety gloves and eyewear. I then sprayed my mold with Ease Release™ 200 for demolding. It was important to make sure the materials have been stored at room temperature were not left open. After I checked this I began by mixing both Part A and Part B separately, before mixing 1A:1B together. After mixing for 3 minuets I used the air vacuum for 2-3 minuets to eliminate entrapped air. When I went to pour it in my double mold pour hole the mixture was too thick and would not flow in so I used a large syringe to inject it. The video above demonstrates my process. Please note that this was made after my first round which is why the mixture is colored red and my final product documented here is not.
 Model instructor Luciano Betoldi pictured above.
Model instructor Luciano Betoldi pictured above.
I am not sure if you can tell but I really love shoes and I have always wanted to design and manufacture my own sneaker, so this week was very cool for me. I now know a lot more about soles and the manufacturing process. Maybe next I will design an entire shoe..