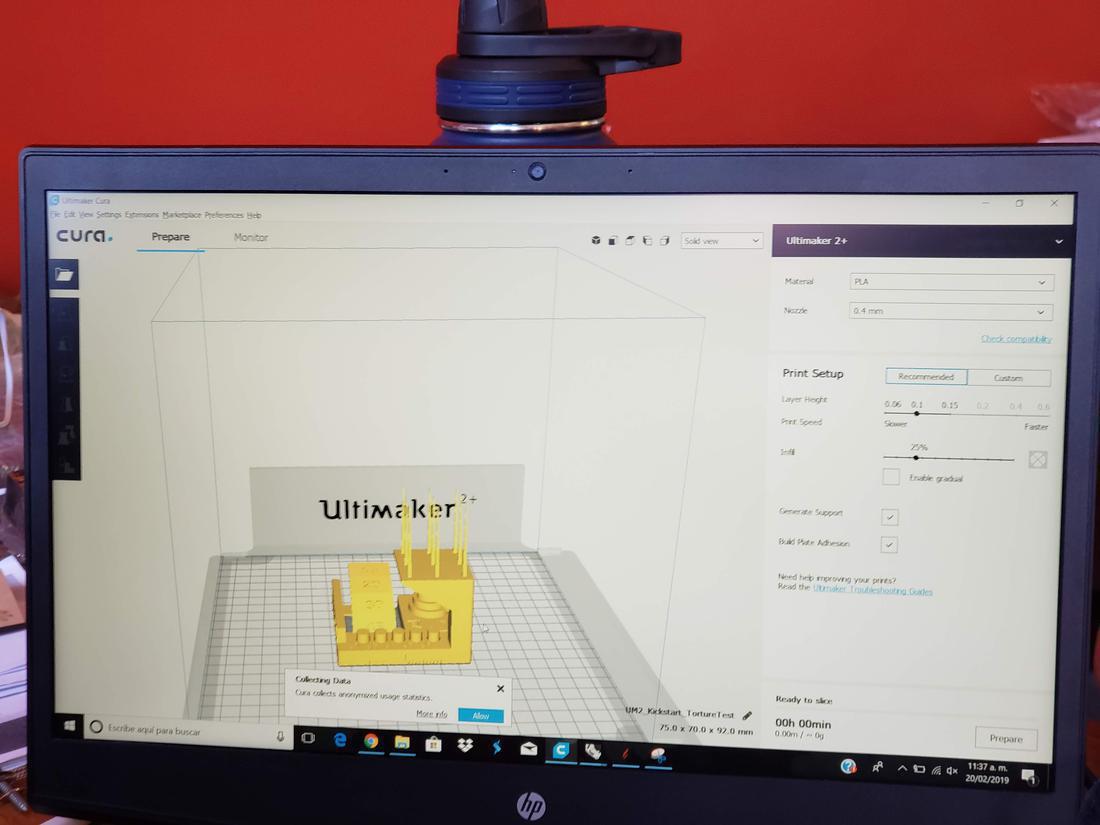
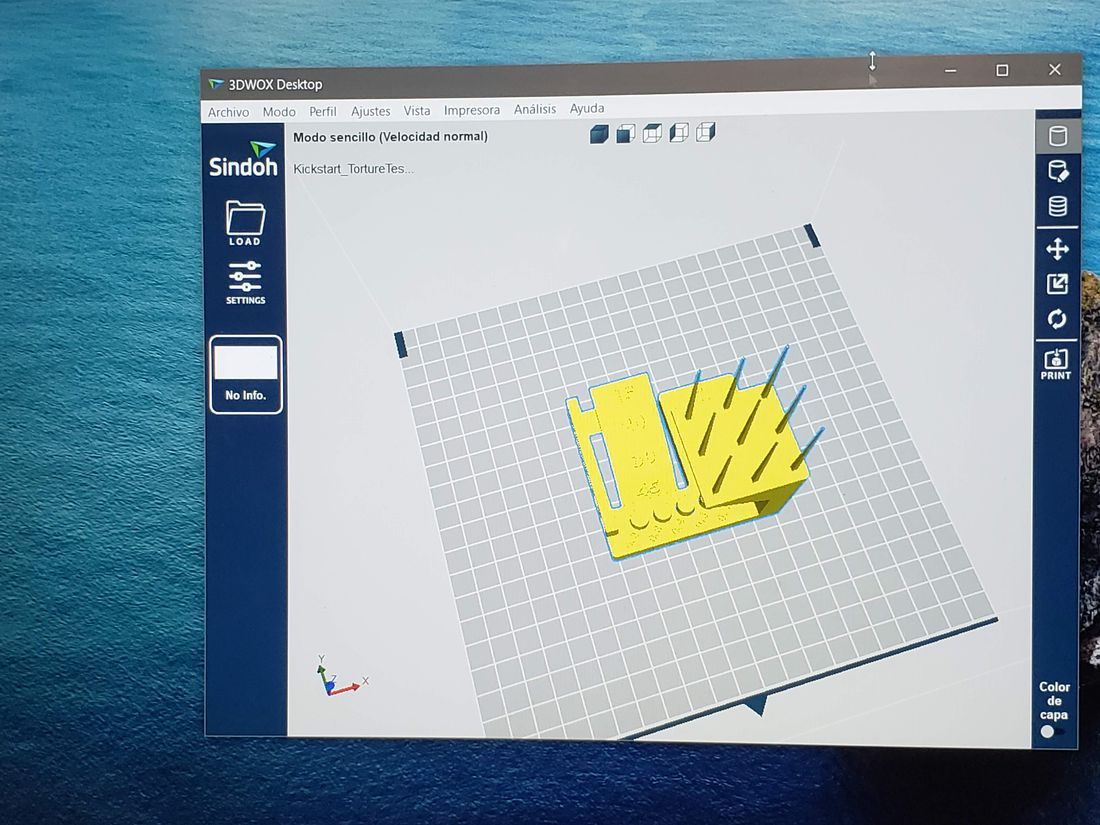
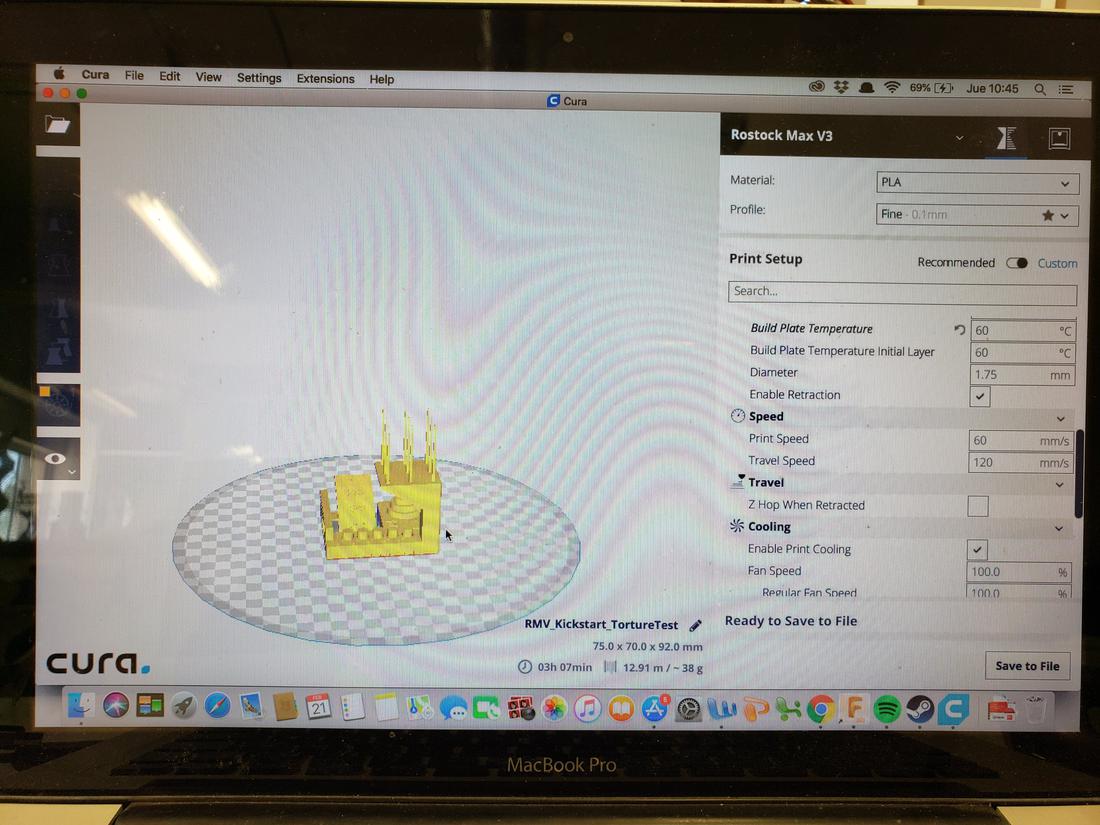
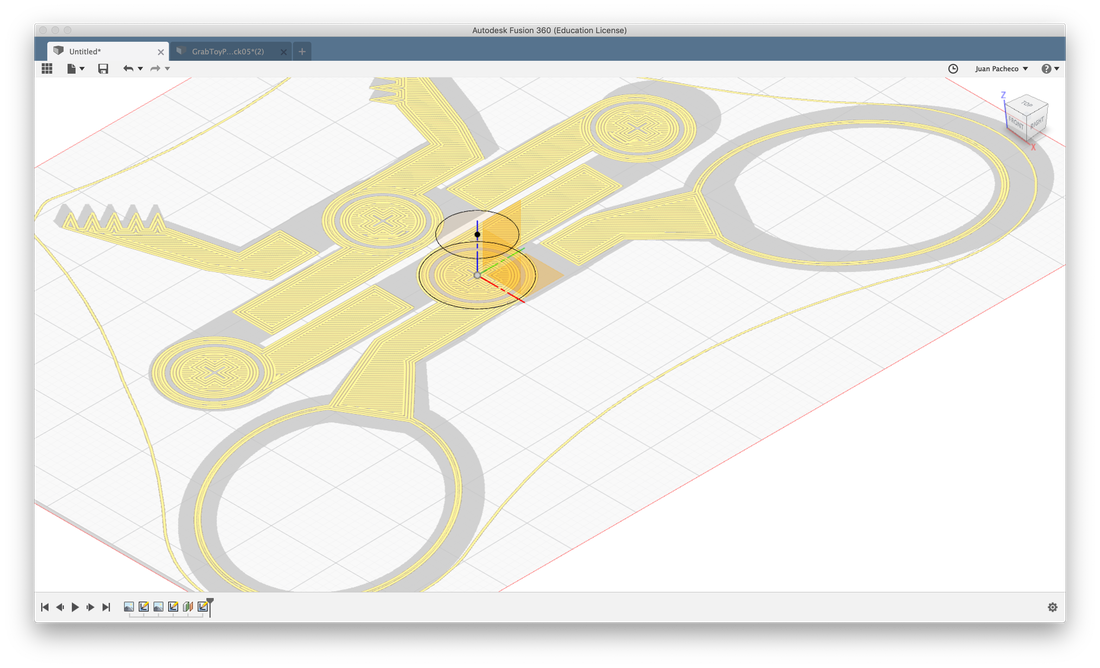
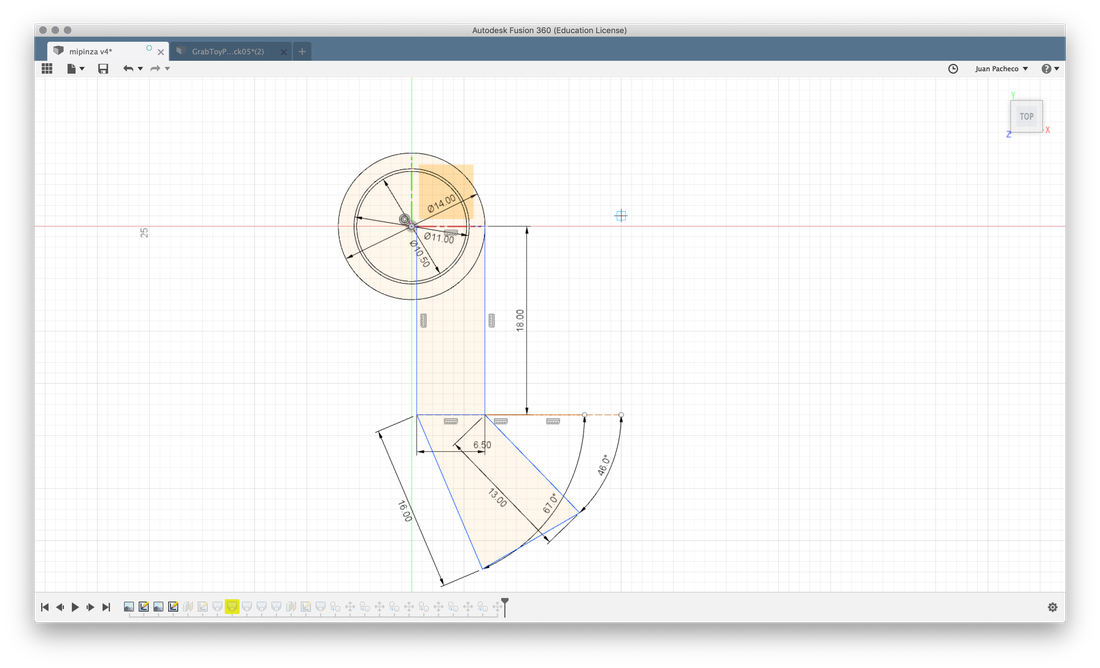
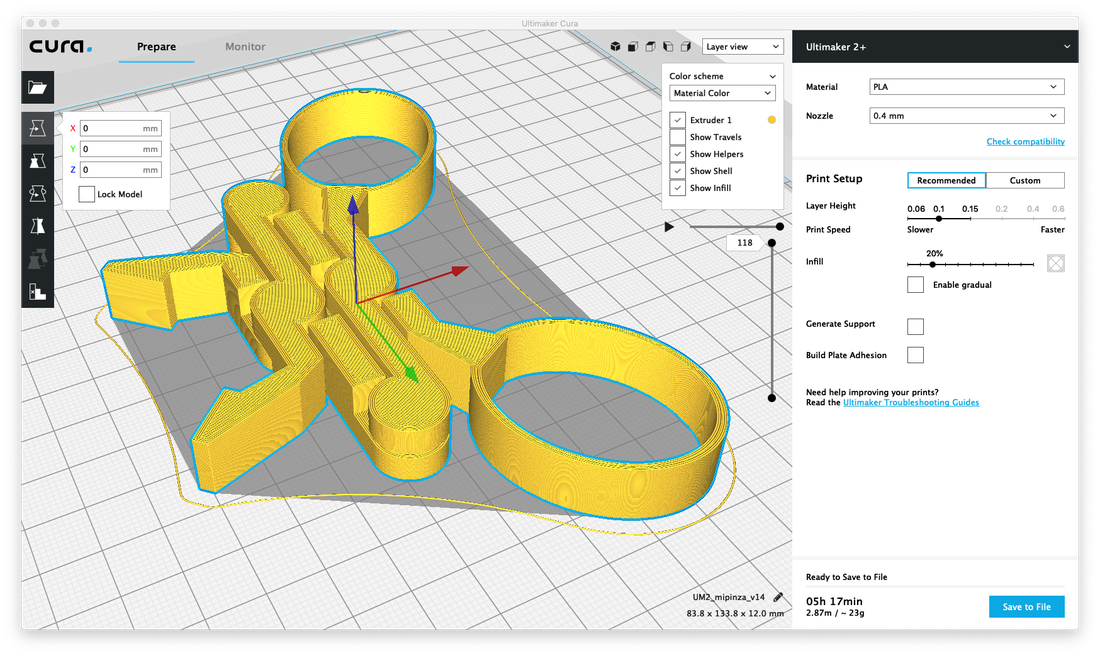
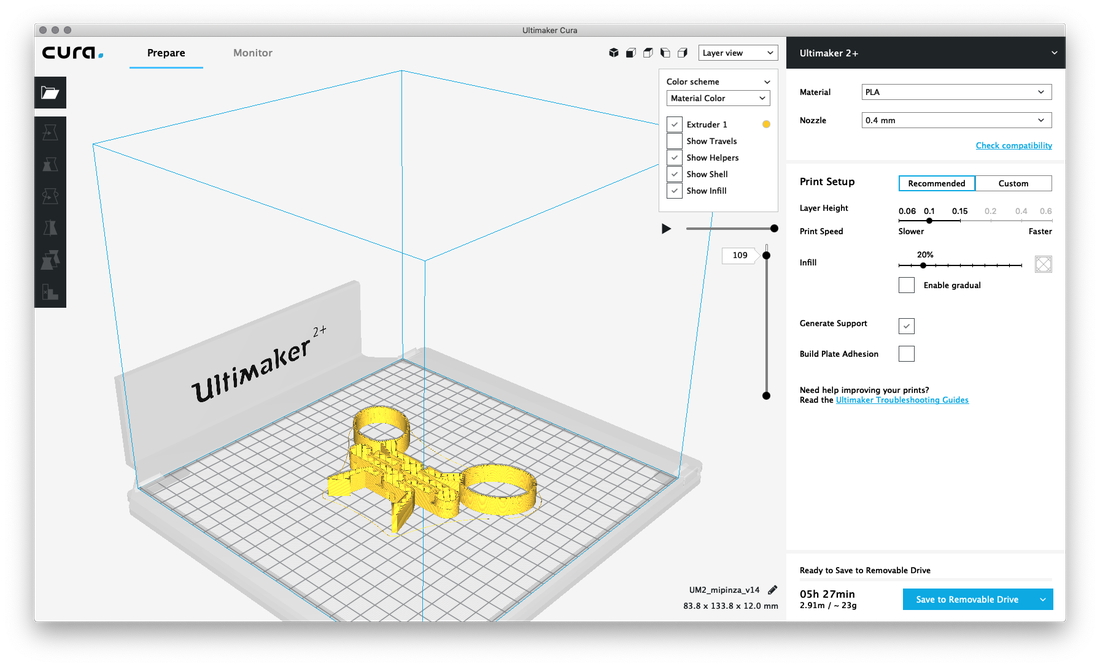
To be able to print a piece in 3D, it is necessary to have the 3D model created in some CAD software and then upload the file to the printer software, which divides the model into thin and two-dimensional layers and then converts it into a set of instructions in machine language (G code) for the printer to execute.
There are different types of 3D printing:
Material Extrusion (FDM):
Material is selectively dispensed through a nozzle or orificeVat Polymerization (SLA & DLP):
Liquid photopolymer in a vat is selectively cured by UV lightPowder Bed Fusion (SLS, DMLS & SLM):
A high-energy source selectively fuses powder particlesMaterial Jetting (MJ):
Droplets of material are selectively deposited and curedBinder Jetting (BJ):
Liquid bonding agent selectively binds regions of a powder bedDirect Energy Deposition (LENS, LBMD):
A high-energy source fuses material as it is depositedSheet Lamination (LOM, UAM):
Sheets of material are bonded and formed layer-by-layer
The available materials also vary by process. Plastics are by far the most common, but metals can also be 3D printed.
Next, I list some pros and cons
| PROS |
CONS |
| Geometric complexity at no extra cost |
Lower strength & anisotropic material properties |
| Very low start-up costs |
Less cost-competitive at higher volumes |
| Customization of each and every part |
Limited accuracy & tolerances |
| Low-cost prototyping with very quick turnaround |
Post-processing & support removal |
| Large range of (speciality) materials |
- |
In the facilities of the IDIT, where the FabLab Puebla is located, we have the following 3D printers.
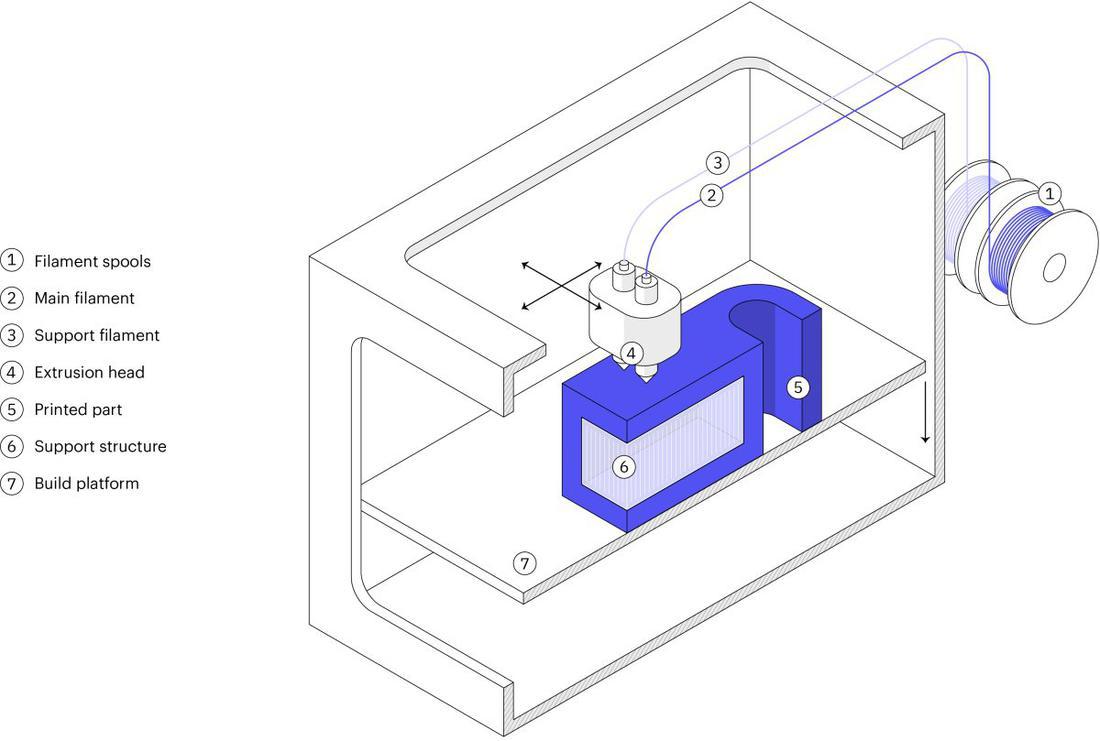
For this practice I decided to go deeper into Fused Deposition Modelling (FDM).
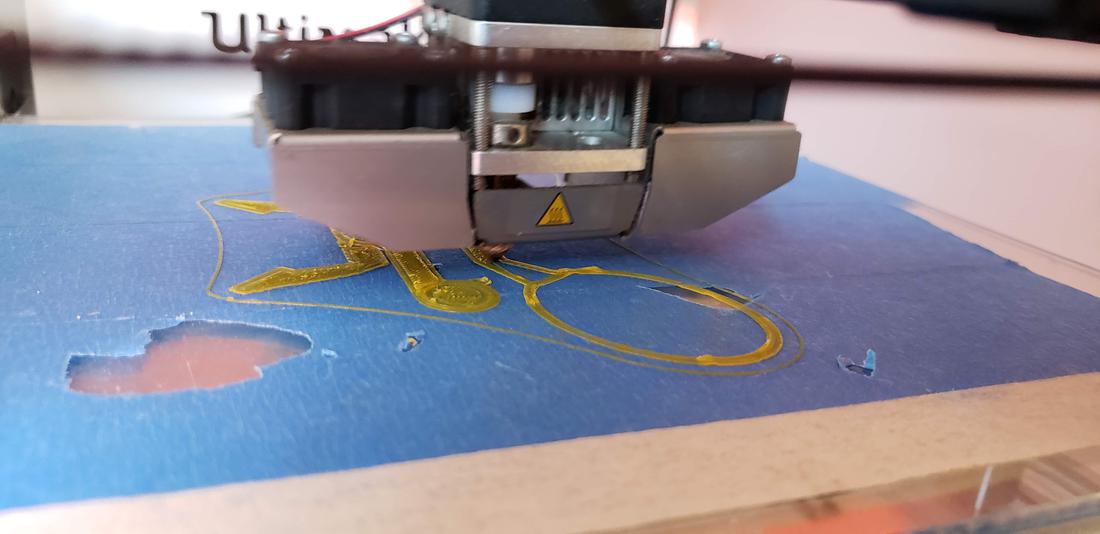
It works in the following way, a spool of filament is loaded into the printer and then fed to the extrusion head, which is equipped with a heated nozzle. Once the nozzle reaches the desired temperature, a motor drives the filament through it, melting it.
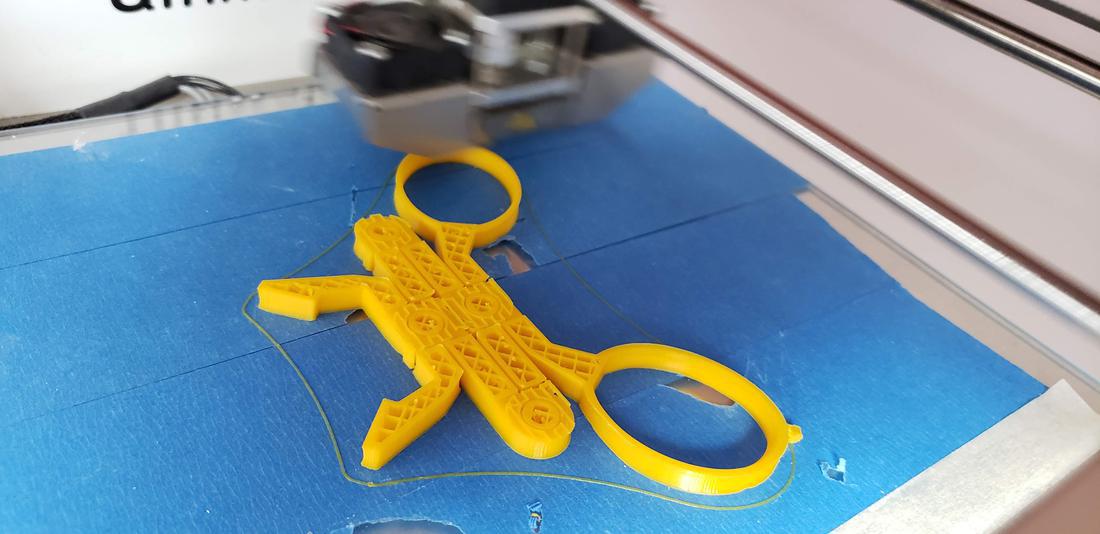
The printer moves the extrusion head, laying down melted material at precise locations, where it cools and solidifies (like a very precise hot-glue gun). When a layer is finished, the build platform moves down and the process repeats until the part is complete.
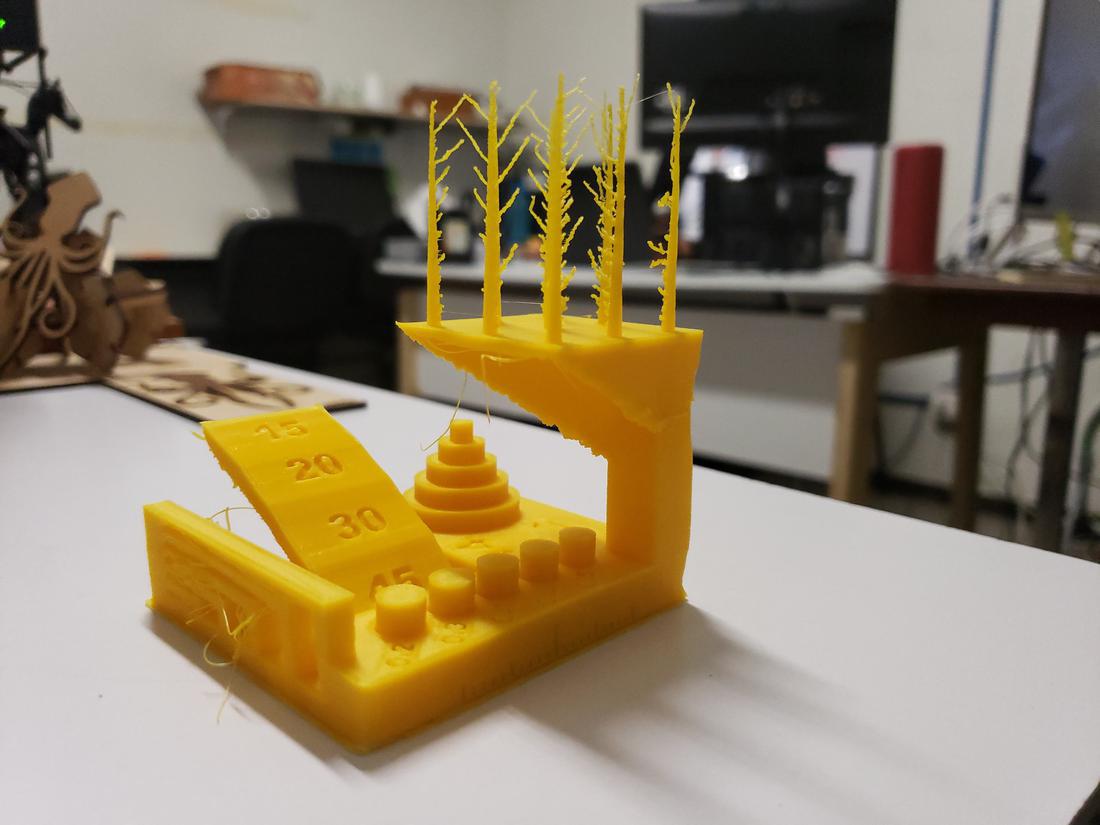
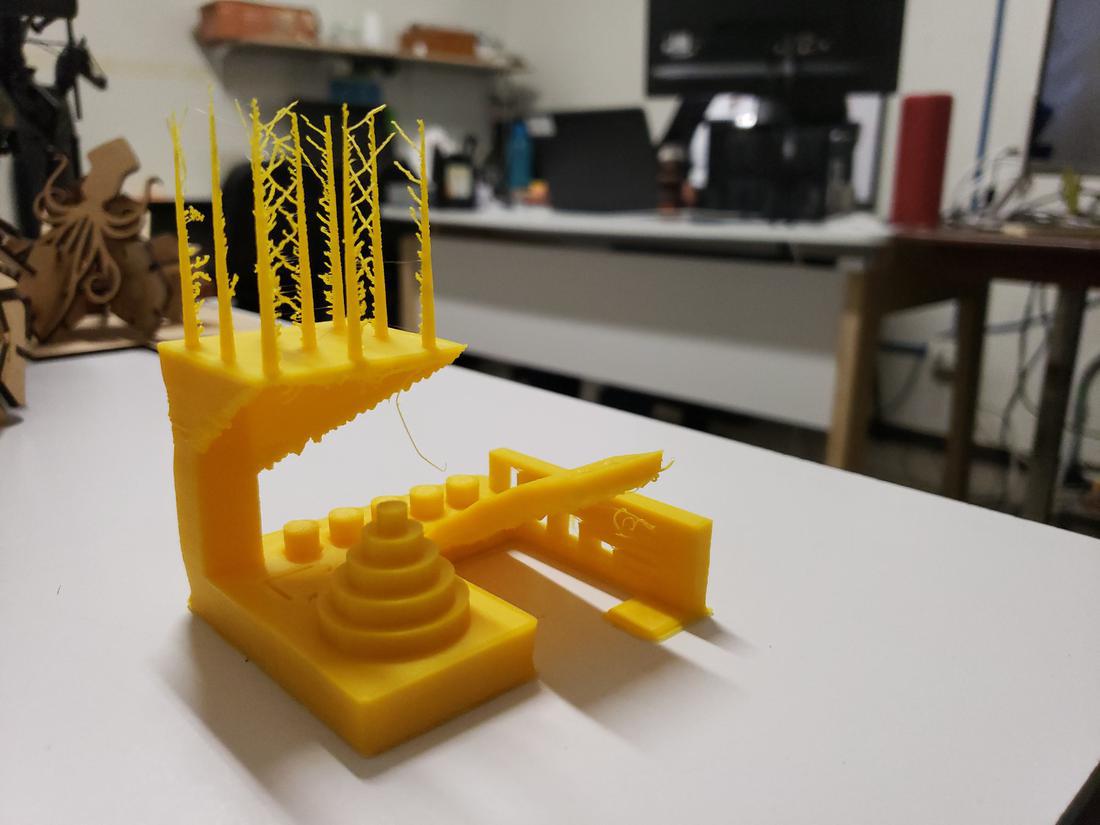
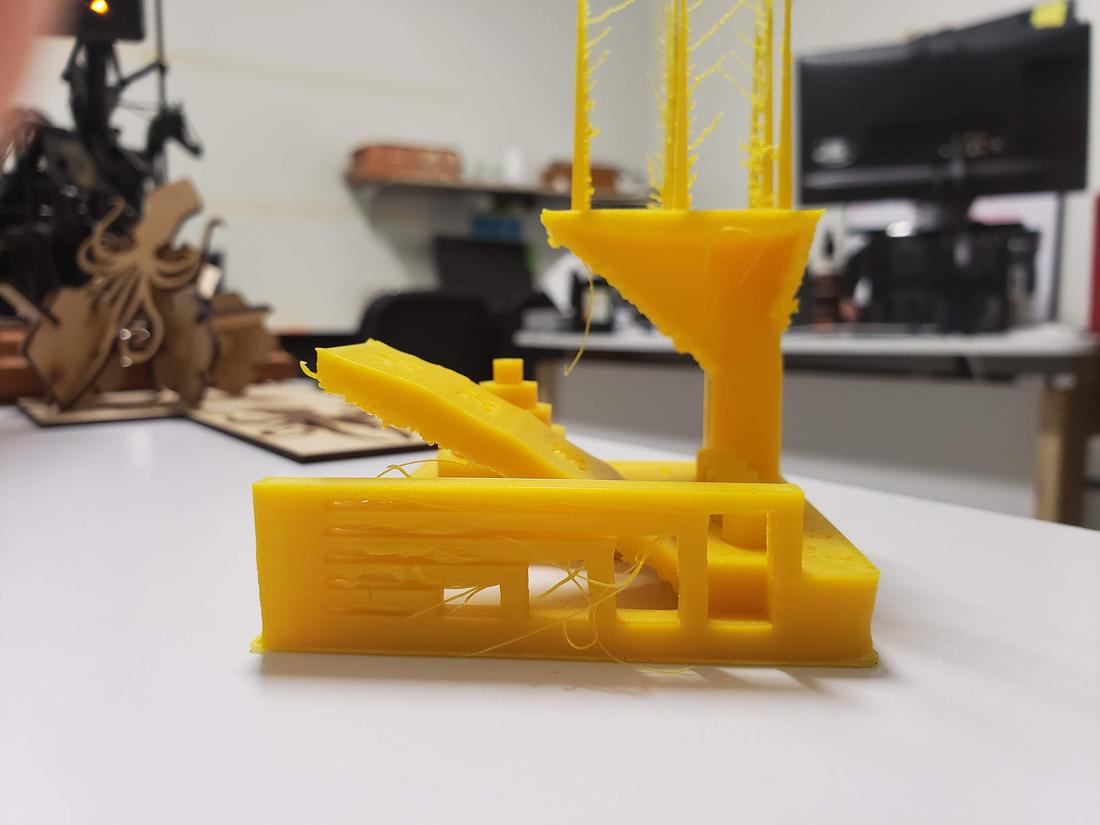
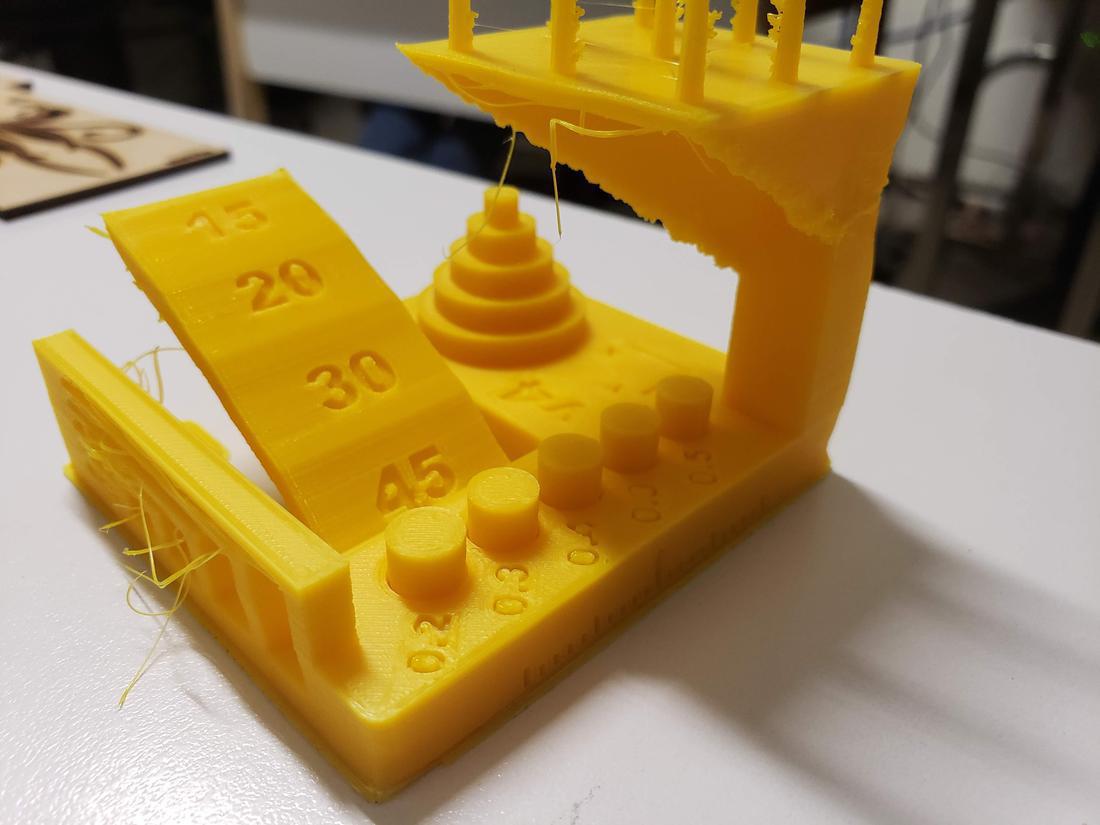
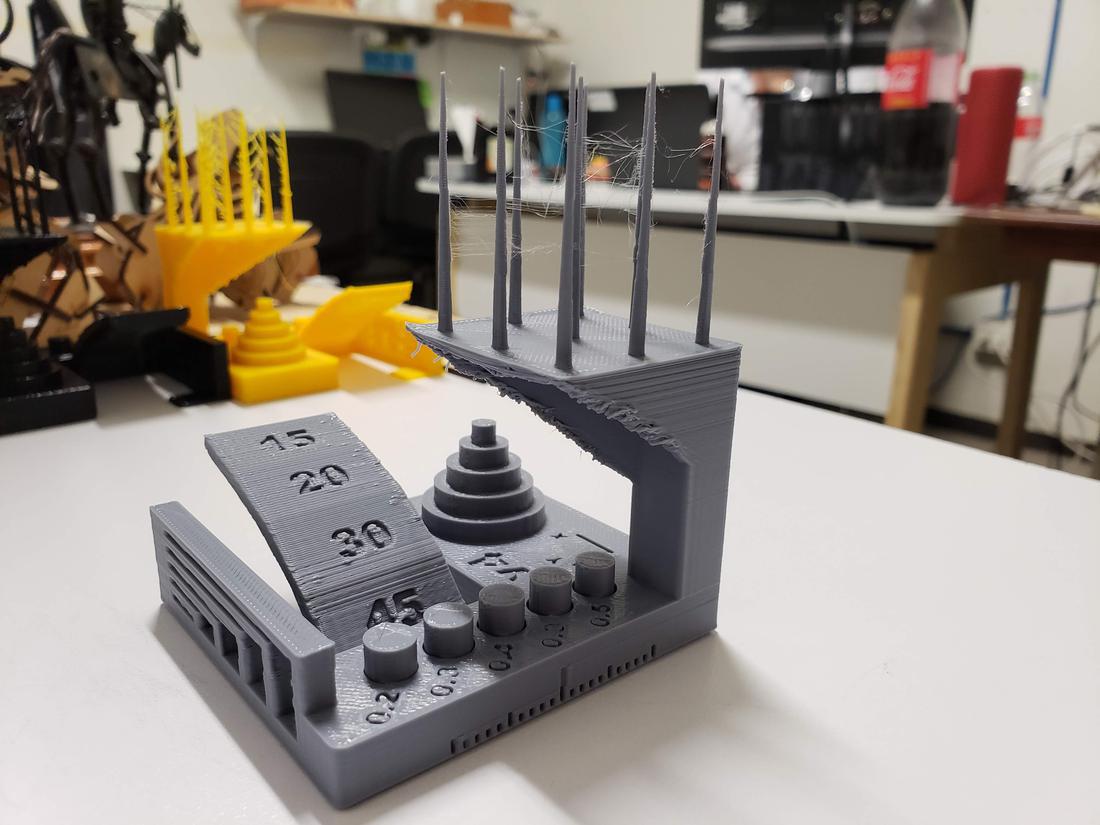
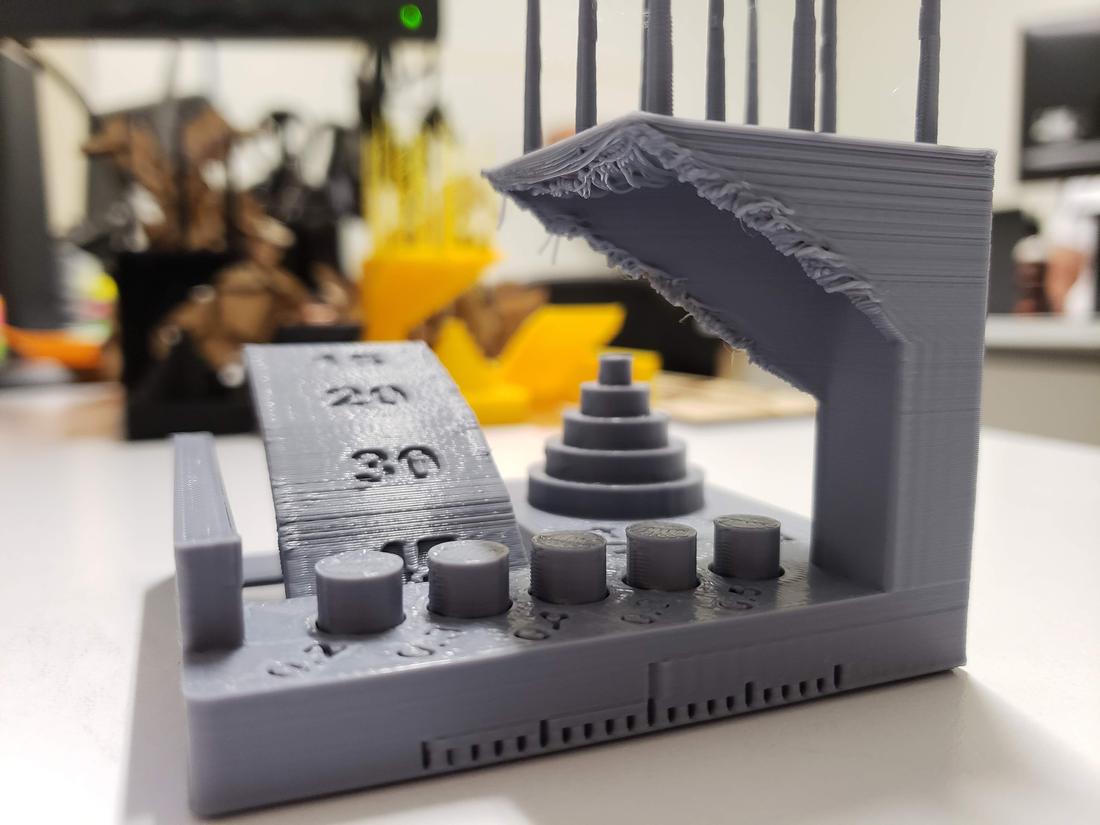
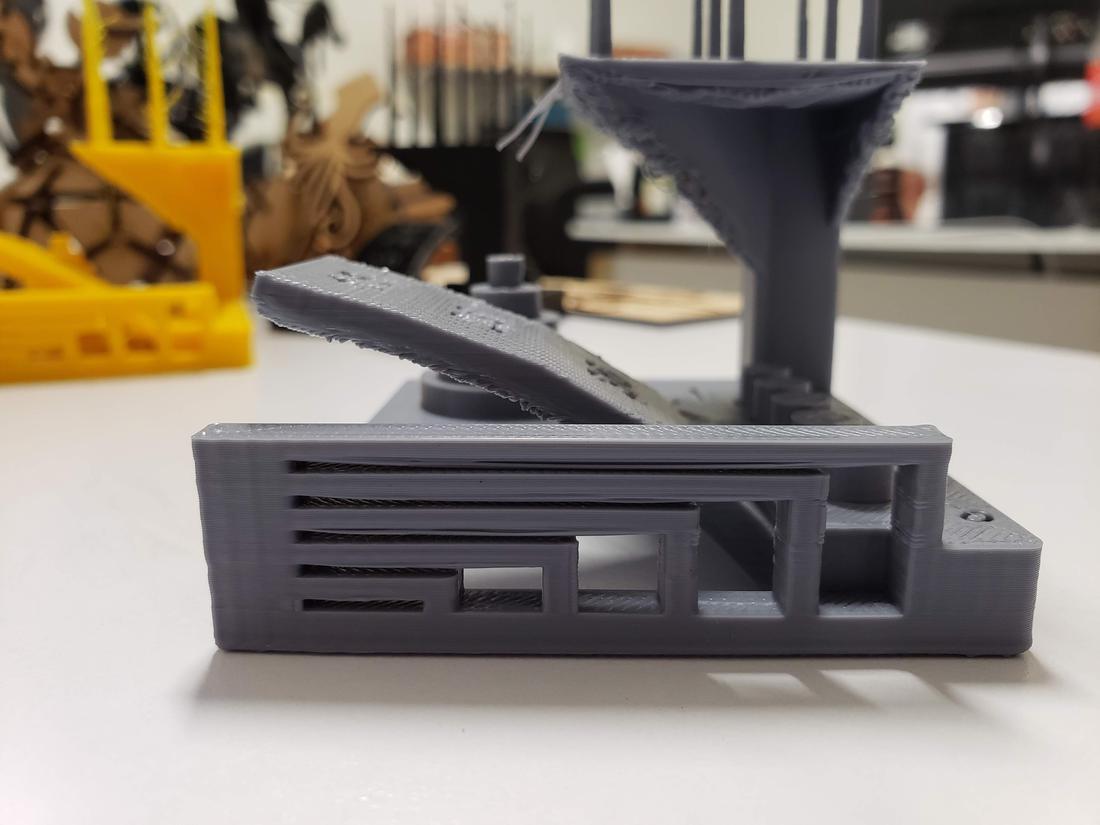
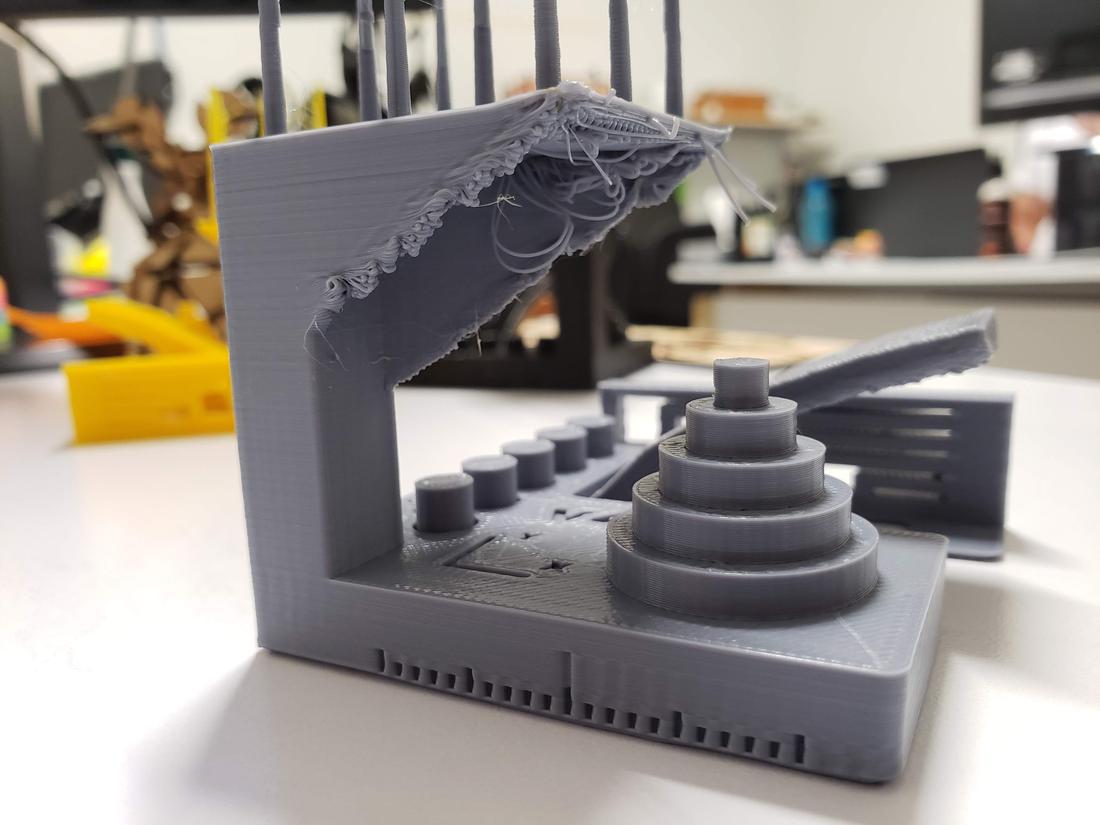
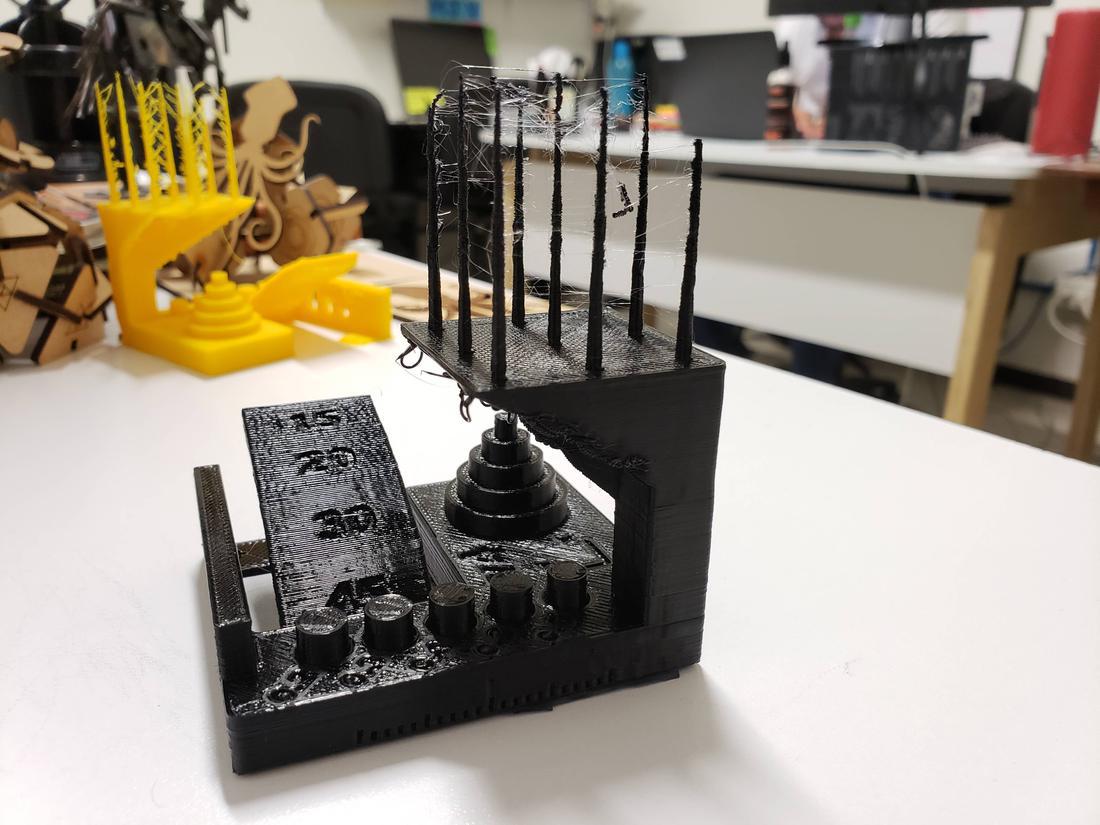
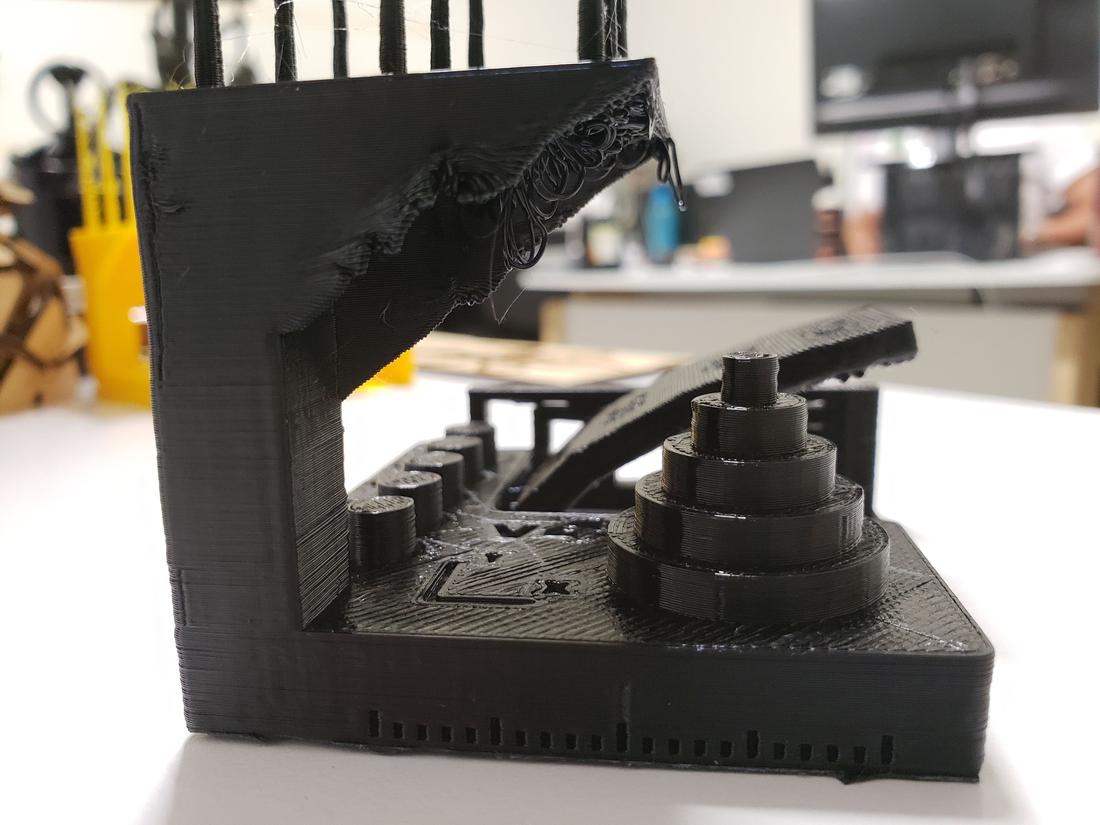
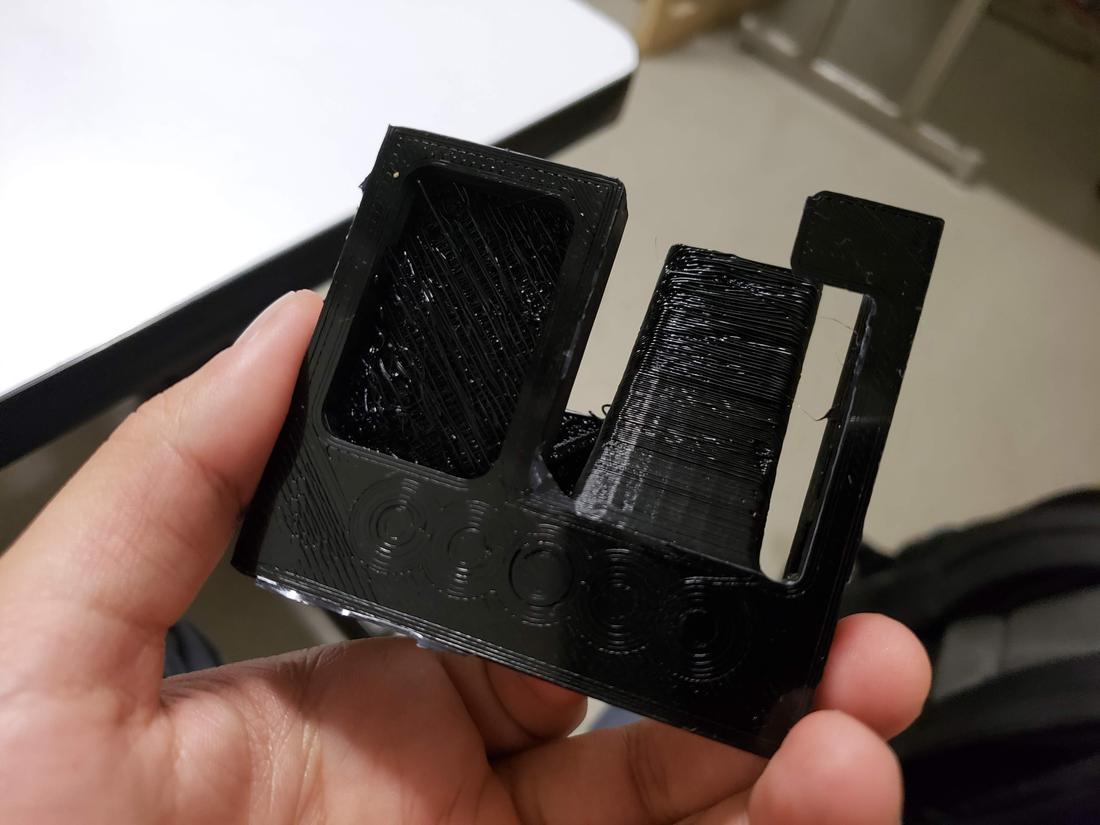
After printing, the part is usually ready to use but it might require some post-processing, such as removal of the support strucures or surface smoothing.
3D printing plastics are lightweight materials with a wide range of physical properties, suitable for both prototyping purposes and some functional applications. Next, I list some materials.
PLA:
High stiffness, good detail, affordable. PLA is a biodegradable thermoplastic for low-cost, non-functional prototyping. Greater detail than ABS, but more brittle. Unsuitable for high temperatures.ABS:
Commodity plastic, improved mechanical and thermal properties compared to PLA. ABS is a common thermoplastic with good mechanical properties and excellent impact strength, superior to PLA but with less defined details.Resin:
High detail and smooth surface, injection mold-like prototyping. Resins are thermoset photopolymers that solidify when exposed to light, producing high detail parts with a smooth, injection mold-like surface finish.Nylon:
Used to substitute functional injection moulded parts, good chemical resistance. Nylon or polyamide (PA) is a thermoplastic with excellent mechanical properties, high chemical and abrasion resistance. Perfect for functional applications.PETG:
Good for mechanical parts with high impact resistance and flexibility. Sterilizable. PETG is a thermoplastic with improved properties over PLA, with high impact resistance and excellent chemical and moisture resistance. PETG can be sterilized.TPU:
Rubber-like material, suitable for tubes, grips, seals and gaskets. TPU is a thermoplastic elastomer with low Shore Hardness and a rubber-like feel that can be easily flexed and compressed.ASA:
UV stability and high chemical resistance, preferred material for outdoor applications. ASA is a thermoplastic with properties similar to ABS but with improved thermal, chemical and weather resistance. Perfect for outdoor applications.PEI:
Engineering plastic, high performance applications, flame retardant. PEI is an engineering thermoplastic with good mechanical properties and exceptional heat, chemical and flame resistance.
It is worth mentioning that to start 3D printing is a model in the STL file format.
>
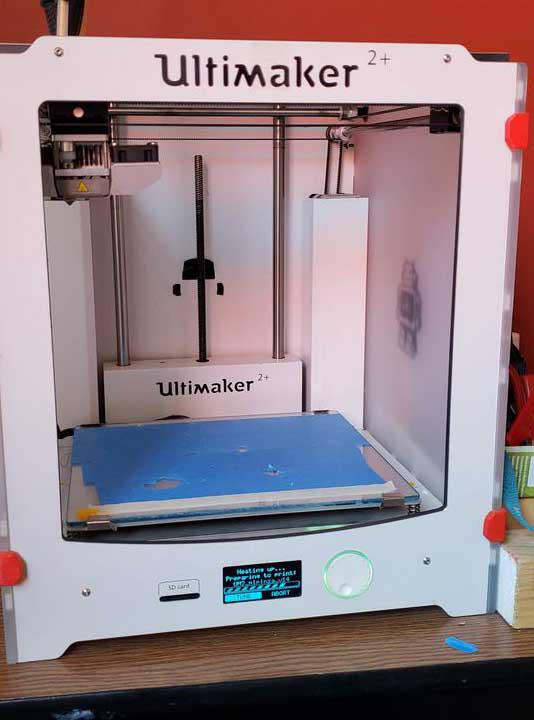
Ultimaker 2+
Engineered to perform, the Ultimaker 2+ is reliable, efficient, and user-friendly. Thanks to its support of a wide range of materials, it’s suitable for a huge variety of applications, from prototypes to customized tools. It’s a great all-around 3D printer that delivers consistent results.
Specifications
- Build volume: 223 x 223 x 205 mm
- Filament system: Open filament system
- Optimized for: PLA, ABS, CPE, CPE+, PC, Nylon, TPU 95A
- Layer resolution: From 600 micron, Up to: 20 micron
- Build speed: Up to 24 mm³/s
- Travel speed: Up to 300 mm/s
>
Sindoh 3DWOX DP200
3DWOX DP200 can check the operating status on the PC and mobile devices in real time and it's possible Remote control in case of problems. With Ethernet, you can manage multiple printers with a single PC.
Specifications
- Print Technology: FFF
- Print head: Single Nozzle
- Nozzle Diameter: 0.4mm
- Max Build size (WxDxH): 200 x 200 x 185mm (7.9”x7.9”x7.3”)
- Material: PLA, ABS
- Connectivity: USB Flash Drive, Ethernet, WiFi, USB Cable
- Layer Thickness: 0.05 ~ 0.4 mm
- Filament Diameter: 1.75mm
- Size (W×D×H): 421 × 433 × 439mm (16.5”x17”x17”)



















.png)
.png)
.png)
.png)
.png)

.png)
.png)