10. Molding and casting¶
Design Concept¶
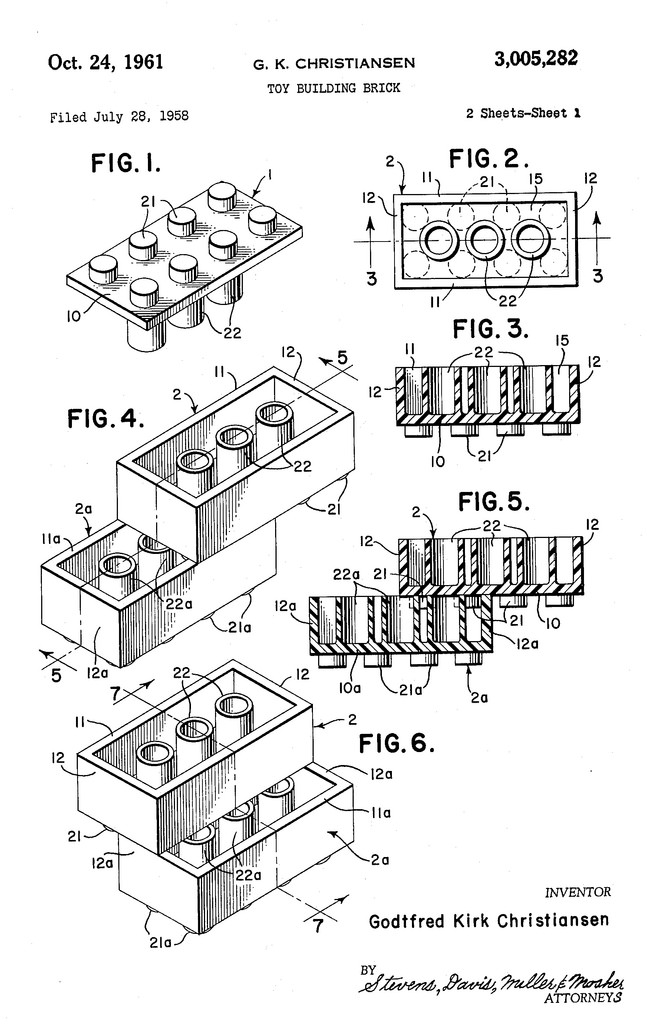
This week I’ve redesigned the 2x4 Lego standard piece.
3D Modeling¶
At first I’ve redesign the piece following the real dimension of the lego module I’ll make.
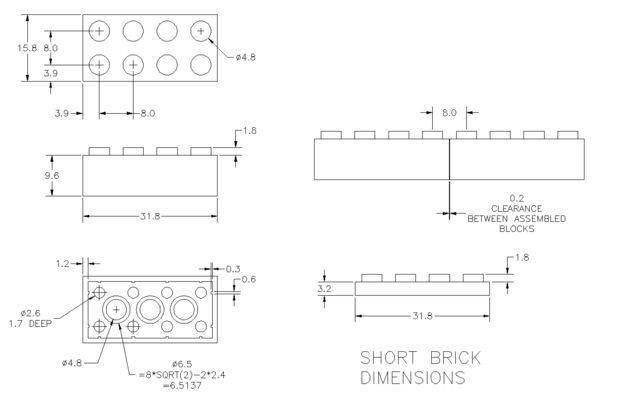
Using Rhinoceros v.5 I’ve obtained its real 3D model but thinking about the endmill’s limits I’ve modified some insignificant internal dimension.
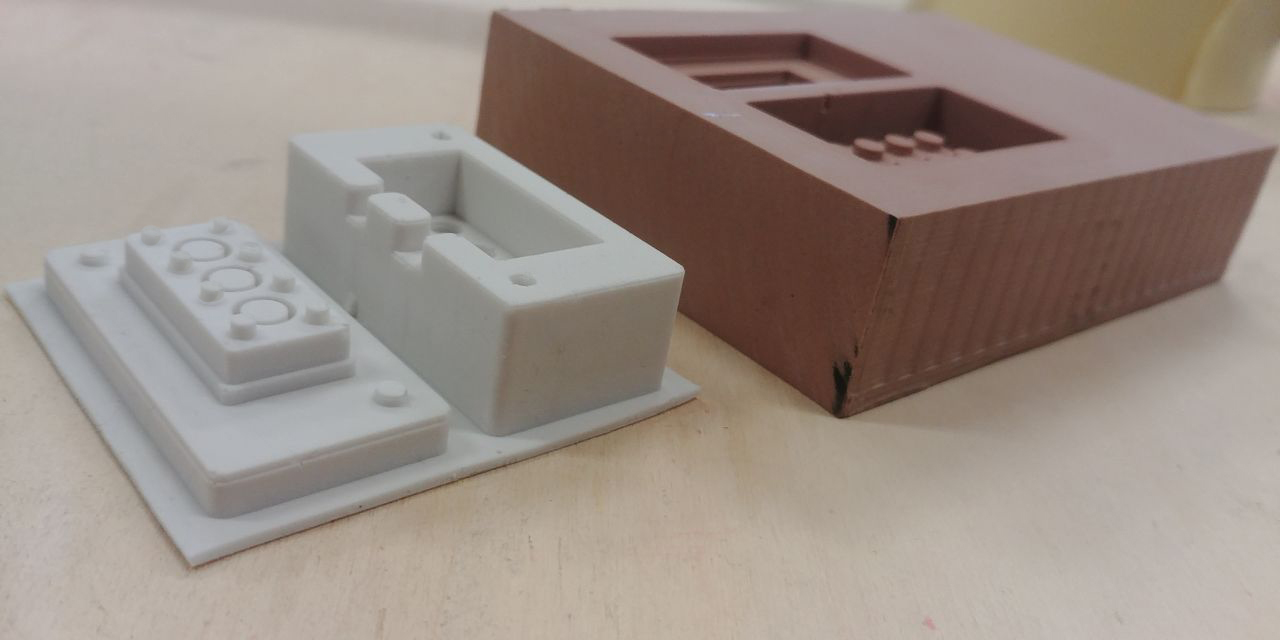
 After redesign the 3D part, I’ve separated Top and Bottom around cutting Line and I’ve made walls around the two parts to contain the Silicone Rubber for the mould.
After redesign the 3D part, I’ve separated Top and Bottom around cutting Line and I’ve made walls around the two parts to contain the Silicone Rubber for the mould.
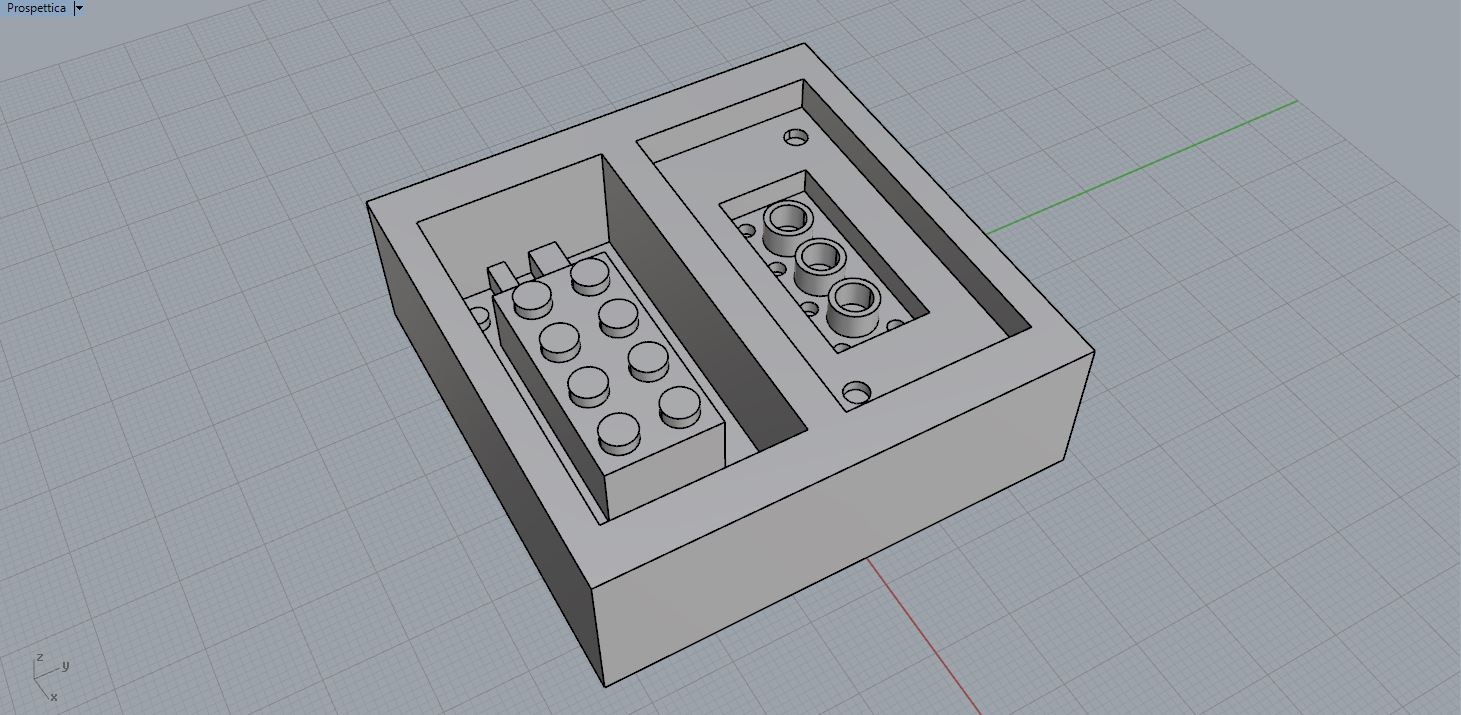 To reallign the two parts I’ve added two registers and the injection gate for the resin and outlet for the air. Than I’ve exported the work in .STL with 0.001 tollerance.
To reallign the two parts I’ve added two registers and the injection gate for the resin and outlet for the air. Than I’ve exported the work in .STL with 0.001 tollerance.
Materials¶
For this week I used 3 essential materials for the 3-Steps mould and casting
- DUNA-Corradini CORAFOAM® MD 650: HDU Polyurethane Foam 650 Kg/m3
- ACC MM922: Condensation cure silicone moulding rubber 22 Shore A –> DataSheet
- Prochima Sintafoam 1.1*: Bicomponent Poliurethanic Resin –> DataSheet
| Art. | Material | Manufacturing | Ratio (if bicomponent) | Pot Life | Cure Time |
|---|---|---|---|---|---|
| Corafoam MD650 | HDU | Machining | — | — | — |
| MM922 | Silicone Rubber | Moulding | 20 : 1 | 45 min | 8 h |
| Sintafoam 1.1 | Bicomponent Poliurethanic Resin | Casting | 1 : 1 | 6 min | 12 min |
Regarding the safety use of these materials I’ve readed the following Safety datasheet:
- ACC MM922 moulding rubber: the product does not contain substances classified has being hazardous to human health or the environment pursuant to the provisions set forth in the Directives 67/548/EEC and/or EC regulation 1272/2008 (CLP) –> MSDS
- Prochima Sintafoam 1.1*: Bicomponent Poliurethanic Resin –> MSDS not downloadable at product page
Step-1 Machining¶
Preparing the High Density Foam stock into the Roland MDX-40, I’ve leveled te top surface trought by Roland ClickMill software, using a 4.5mm 2 flutes Flat Endmill.
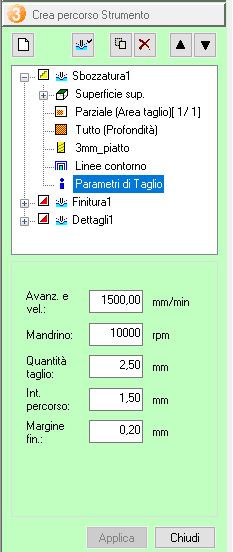
Using HDU foam I can increase the cutting speed to 1500 mm/min and spindle speed to 10000 rpm.
Parameters for each job:
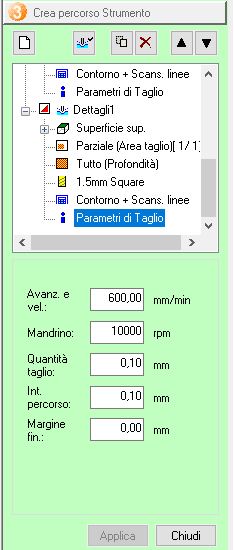
| Job n. | Job Type | Tool Type | Tool diameter (mm) | Cutting Speed (mm/min) | Spindle Speed (rpm) | Cut Depth (mm) | Offset (mm) | Finishing Margin (mm) |
|---|---|---|---|---|---|---|---|---|
| 1 | Roughing | Flat | 3.00 | 1500 | 10000 | 2.50 | 1.50 | 0.20 |
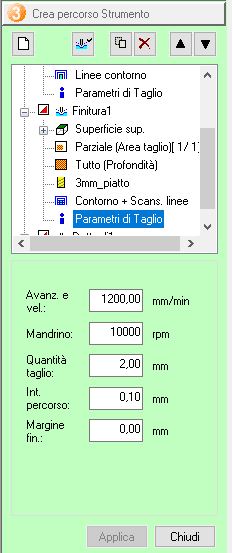
| 2 | Finishing | Flat | 3.00 | 1200 | 10000 | 2.00 | 0.10 | 0.00 |
| 3 | Finishing Details | Flat | 1.50 | 600 | 10000 | 0.10 | 0.10 | 0.00 |
After prepared the stock I’ve chose the Pocketing strategy with the 3 mm flat endmill for roughing process. At same time I’ve decided to use the same endmill to make the Finishing passes.
Anyway, for some detailes I’ve used another Finishing pass with 1.5 mm flat endmill.
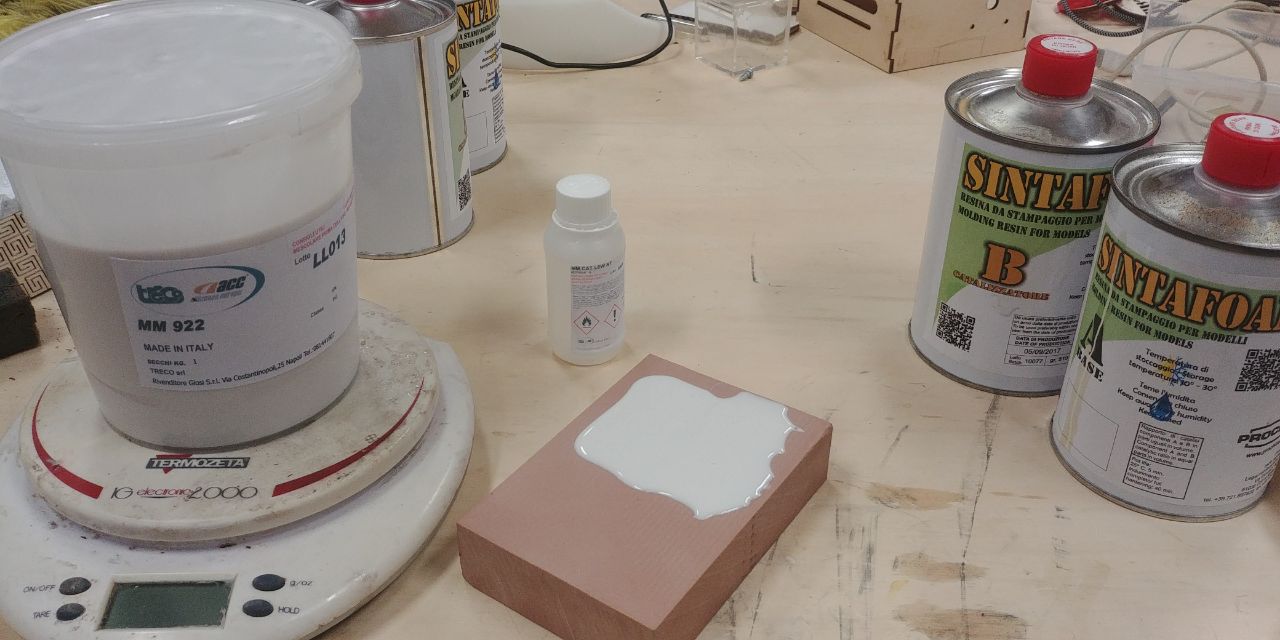
Step-2 Moulding¶
According to Silicone rubber data sheet mix the rubber with 5% catalyzer in weight and remember that it has 45min maximum pot life. Than pour the composite in the positive mold to generate the technical silicon mould.
Step-3 Casting¶
According to Poliurethan resin data sheet mix the component A and B with 1:1 ratio in volume and pour it in the mould.
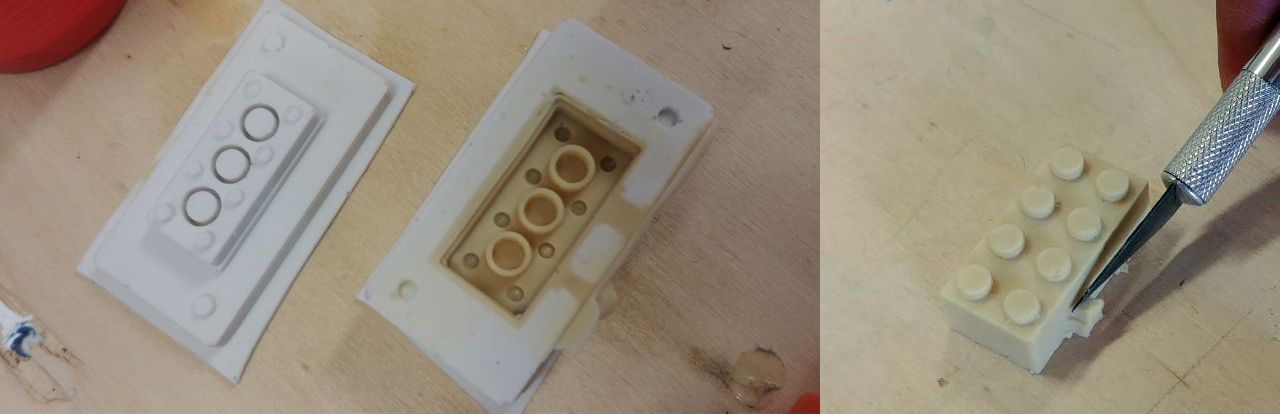
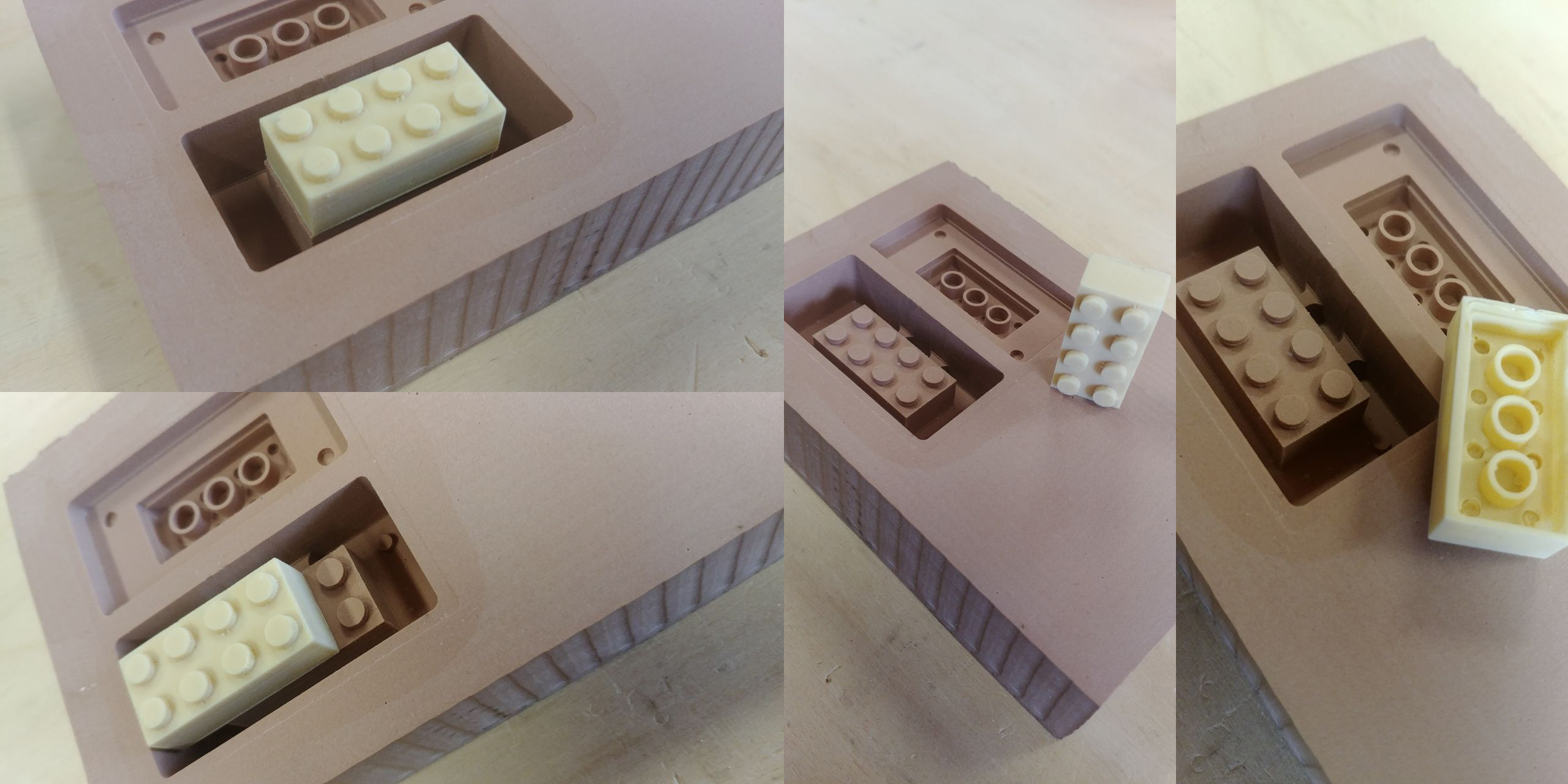
My Hero Shot Photo¶
After de-mould this is my final result.